- Vấn đề hầu hết kỹ sư chỉ phát hiện khi đã quá muộn
- Tiêu chuẩn ngành: Tại sao hầu hết epoxy một thành phần cần nhiệt độ cao
- 3M Scotch-Weld 6100 Series làm khác điều gì
- Ba chế độ đóng rắn — và cách lựa chọn phù hợp
- Phân tích chuyên sâu từng tùy chọn đóng rắn
- So sánh profile đóng rắn trong dòng 6100 Series
- Thiết lập lò sấy & Checklist xác nhận quy trình
- Tại sao điều này quan trọng với hồ sơ chứng nhận vật liệu
- Tổng kết: Chọn chế độ đóng rắn phù hợp
- Cần hỗ trợ xác nhận quy trình đóng rắn?
Vấn đề hầu hết kỹ sư chỉ phát hiện khi đã quá muộn
Bạn đã chọn được một loại keo có độ bền liên kết xuất sắc. TDS trông ổn. Rồi kỹ sư quy trình chạy chu kỳ đóng rắn — và vỏ nhựa bị vênh. Pin phồng. Hoặc linh kiện từ tính mất đi độ chuẩn định.
Keo không phải vấn đề. Nhiệt độ đóng rắn mới là thủ phạm. Đây là một trong những dạng lỗi phổ biến nhất khi chuyển sang dùng keo kết cấu mới trong sản xuất điện tử — và hoàn toàn có thể tránh được.
Hiểu cách nhiệt độ đóng rắn tương tác với toàn bộ cụm lắp ráp — không chỉ với bản thân keo — là ranh giới giữa một quy trình chứng nhận suôn sẻ và một lần thiết kế lại tốn kém.
Tiêu chuẩn ngành: Tại sao hầu hết epoxy một thành phần cần nhiệt độ cao
Epoxy một thành phần là hệ thống đơn cấu tử, trong đó nhựa và chất đóng rắn được trộn sẵn từ trước. Phản ứng hóa học của chúng ở trạng thái tiềm ẩn ở nhiệt độ phòng — quá trình polymer hóa chỉ bắt đầu khi có nhiệt tác động, đây cũng là điều tạo nên pot life dài của epoxy một thành phần.
Nhược điểm của các công thức thông thường: năng lượng hoạt hóa cần thiết để khởi động quá trình cross-linking đòi hỏi nhiệt độ rất cao — thường từ 125°C đến 177°C (257°F–350°F) hoặc hơn.
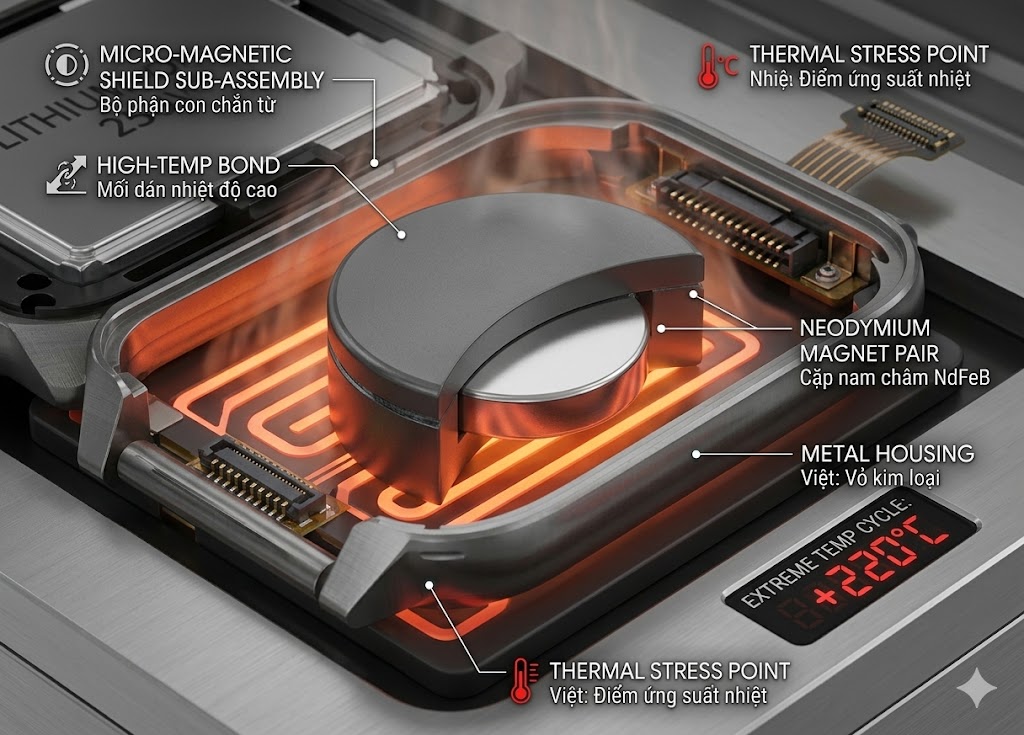
Ở rải nhiệt độ đó, các vật liệu phổ biến trong lắp ráp điện tử phản ứng theo chiều hướng không mong muốn:
| Vật liệu / Linh kiện | Rủi ro điển hình ở >125°C |
|---|---|
| Nhựa kỹ thuật (PC, ABS, nylon gia cường thủy tinh) | Vênh cong, biến dạng kích thước, hỏng bề mặt |
| Pin Lithium-ion | Phân hủy chất điện phân, phồng, nguy cơ nhiệt tự tăng |
| Nam châm vĩnh cửu (NdFeB) | Mất từ một phần từ ~80–120°C tùy loại |
| Flex PCB và đầu nối FPC | Tách lớp keo, hỏng dây dẫn |
| Cụm linh kiện đã lắp sẵn | Chảy lại mối hàn, keo cũ mềm ra, hỏng đầu nối |
Với liên kết kim loại đơn giản giữa hai bề mặt, chu kỳ đóng rắn 150°C là bình thường. Nhưng với smartphone, thiết bị đeo, hoặc bất kỳ thiết bị nào có nhiều loại vật liệu khác nhau trong không gian chật hẹp, đây trở thành ràng buộc quyết định thứ tự lắp ráp, thiết kế đồ gá và độ phức tạp của quy trình — tất cả chỉ để né tránh yêu cầu nhiệt độ đóng rắn của keo.
3M Scotch-Weld 6100 Series làm khác điều gì

3M Scotch-Weld 6100 Series sử dụng công thức đang chờ cấp bằng sáng chế, đạt được đóng rắn hiệu quả ở 65°C — chưa bằng một nửa nhiệt độ của epoxy một thành phần thông thường. Đây không phải cải tiến biên — đây là một loại quy trình khác hẳn.
Ở 65°C, các vật liệu nhạy nhiệt kể trên hoàn toàn không có rủi ro:
| Vật liệu / Linh kiện | Ở 65°C với 3M 6100 Series |
|---|---|
| Nhựa kỹ thuật (PC, ABS, nylon gia cường thủy tinh) | Ổn định kích thước — liên kết trực tiếp |
| Pin Lithium-ion | Nằm trong dải nhiệt độ vận hành bình thường |
| Nam châm vĩnh cửu NdFeB | Thấp hơn nhiều so với ngưỡng mất từ |
| Flex PCB và đầu nối FPC | Không có ứng suất nhiệt trên keo hoặc dây dẫn |
| Cụm linh kiện đã lắp sẵn | Mối hàn và keo cũ không bị ảnh hưởng |
So sánh trực tiếp: 3M 6100 Series vs. Epoxy một thành phần thông thường
| Tính năng | 3M Scotch-Weld 6100 Series | Epoxy một thành phần thông thường |
|---|---|---|
| Nhiệt độ đóng rắn | 65°C | 177°C (350°F) |
| Liên kết nhựa kỹ thuật | Có — PC, ABS, nylon gia cường thủy tinh | Không — làm chảy substrate |
| Pot life ở nhiệt độ phòng | Lên đến 4 tuần | ~12 giờ |
| Độ linh hoạt sau đóng rắn | Độ giãn dài 100%+ | Cứng, giòn |
| Khả năng chịu va đập | Hấp thụ lên đến 3.1 J | Thấp — phá hủy giòn |
Ba chế độ đóng rắn — và cách lựa chọn phù hợp
3M 6100 Series cung cấp ba chế độ đóng rắn riêng biệt, mỗi chế độ phục vụ một tình huống sản xuất khác nhau. Hiểu rõ quá trình phát triển độ bền đằng sau mỗi lựa chọn giúp bạn quyết định dựa trên ràng buộc quy trình thực tế — không chỉ sự tiện lợi.
Đủ độ bền để di chuyển, cố định, hoặc tiếp tục lắp ráp — không dùng để kiểm tra kết cấu. Chi tiết hoàn thành đóng rắn đầy đủ ở nhiệt độ phòng sau 24 giờ.
Baseline cho hầu hết lắp ráp điện tử. Đạt ~95% độ bền đóng rắn đầy đủ. An toàn cho mọi linh kiện nhạy nhiệt.
Snap cure cho dây chuyền cần tối ưu thời gian chu kỳ. Chất lượng liên kết cuối cùng tương đương 65°C / 20 phút.
Chi tiết chỉ đóng rắn đến mức độ bền xử lý (65°C / 10 phút) không được chịu kiểm tra cơ học, mô phỏng rơi, hoặc điều kiện ứng suất cao. Chúng chưa đóng rắn đầy đủ. Đóng rắn hoàn toàn sau 24 giờ ở nhiệt độ phòng, hoặc sau chu kỳ đầy đủ 65°C / 20 phút hoặc 90°C / 3 phút.
Phân tích chuyên sâu từng tùy chọn đóng rắn
65°C / 10 phút — Độ bền xử lý
Chế độ này không được dùng làm trạng thái đóng rắn cuối cùng. Nó đưa keo đến đủ độ bền để xử lý chi tiết — di chuyển, cố định, hoặc tiếp tục quy trình lắp ráp — mà không làm mối liên kết thất bại dưới lực tiếp xúc nhẹ.
Đặc biệt hữu ích trong:
- Lắp ráp nhiều bước, nơi linh kiện cần được đặt và giữ trong khi lắp các chi tiết kề bên
- Quy trình cần định vị lại substrate dựa trên kiểm tra căn chỉnh sau khi đặt lần đầu
- Tình huống staging, nơi chi tiết hoàn thành đóng rắn qua đêm ở nhiệt độ phòng
Không được: đưa chi tiết chỉ đóng rắn đến độ bền xử lý vào kiểm tra cơ học, mô phỏng rơi, hoặc điều kiện ứng suất cao. Chúng chưa đóng rắn đầy đủ.
65°C / 20 phút — Đóng rắn tiêu chuẩn sản xuất
Đây là điều kiện đóng rắn baseline được khuyến nghị cho hầu hết ứng dụng lắp ráp điện tử. Ở 20 phút, keo đạt khoảng 95% độ bền đóng rắn đầy đủ.
Dữ liệu phát triển độ bền của 3M 6102 Black trên nhôm ăn mòn cho thấy tốc độ tiến triển của quá trình đóng rắn ở 65°C:
Chu kỳ 20 phút mang lại phần lớn độ bền liên kết cuối — mức tăng thêm khi kéo dài thời gian đóng rắn sẽ giảm đáng kể sau điểm đó.
Lưu ý quy trình quan trọng: Substrate phải thực sự đạt 65°C. Nhiệt độ không khí trong lò khác với nhiệt độ substrate — đặc biệt với cụm lắp ráp có thermal mass lớn hoặc vỏ dày. Xác minh bằng thermocouple hoặc nhãn dán chỉ thị nhiệt độ trong quá trình validation quy trình.
90°C / 3 phút — Snap Cure cho thông lượng cao
Ở 90°C, động học đóng rắn tăng tốc đáng kể. Ba phút là đủ để đạt khoảng 95% độ bền đầy đủ — tương đương về chất lượng liên kết cuối cùng so với chu kỳ 65°C / 20 phút.
Dữ liệu DSC isotherm ở 90°C xác nhận đỉnh tỏa nhiệt hoàn thành trong khoảng 3 phút, cho thấy cross-linking hoàn toàn ở nhiệt độ này.
Khi nào dùng 90°C / 3 phút vs. 65°C / 20 phút:
- Dùng 65°C / 20 phút — nếu cụm lắp ráp chứa pin, nam châm cao cấp, hoặc nhựa nhạy nhiệt có rating dưới 90°C
- Dùng 90°C / 3 phút — nếu thông lượng là nút thắt và mọi linh kiện đều có rating trên 90°C
Một số dây chuyền sản xuất sử dụng phương pháp hai giai đoạn: pre-gel ở 65°C để cố định chi tiết nhanh, sau đó snap cure ở 90°C để hoàn thành chu kỳ với thông lượng cao hơn.
So sánh profile đóng rắn trong dòng 6100 Series
Các SKU khác nhau trong 6100 Series có yêu cầu thời gian đóng rắn hơi khác nhau do sự khác biệt về công thức độ nhớt:
| SKU | Loại độ nhớt | Đóng rắn ở 65°C | Đóng rắn ở 90°C |
|---|---|---|---|
| 6101 Off-White | Thixotropic, ~30,000 cps | ~20 phút | ~3 phút |
| 6102 Black | Shear-thinning | ~20 phút | ~3 phút |
| 6100LV Off-White | Độ nhớt thấp, ~1,500 cps | ~30 phút | ~4 phút |
| 6100LV Black | Độ nhớt thấp, ~1,000 cps | ~30 phút | ~4 phút |
Dòng 6100LV cần thời gian lưu lò dài hơn một chút (~30 phút ở 65°C so với ~20 phút cho dòng độ nhớt tiêu chuẩn). Đây là kết quả của hóa học công thức khác được tối ưu cho tính thấm mao quản và phân phối độ nhớt thấp — không phải giới hạn hiệu suất.
Thiết lập lò sấy & Checklist xác nhận quy trình
Thực hiện đúng profile đóng rắn trong thực tế đòi hỏi nhiều hơn là chỉ cài đặt nhiệt độ lò. Trước khi áp dụng chu kỳ đóng rắn vào sản xuất, hãy xác nhận các điều sau:
Xác nhận thông số lò sấy
- Kiểm tra độ đồng đều nhiệt độ lò trên toàn vùng làm việc — không chỉ tại vị trí cài đặt thermocouple
- Mapping biến động nhiệt độ qua các giá nếu dùng tải nhiều tầng
- Xác nhận thời gian phục hồi của lò sấy sau khi nạp hàng — một mẻ lạnh đưa vào lò nóng sẽ làm nhiệt độ nội bộ giảm tạm thời
Xác minh nhiệt độ bề mặt
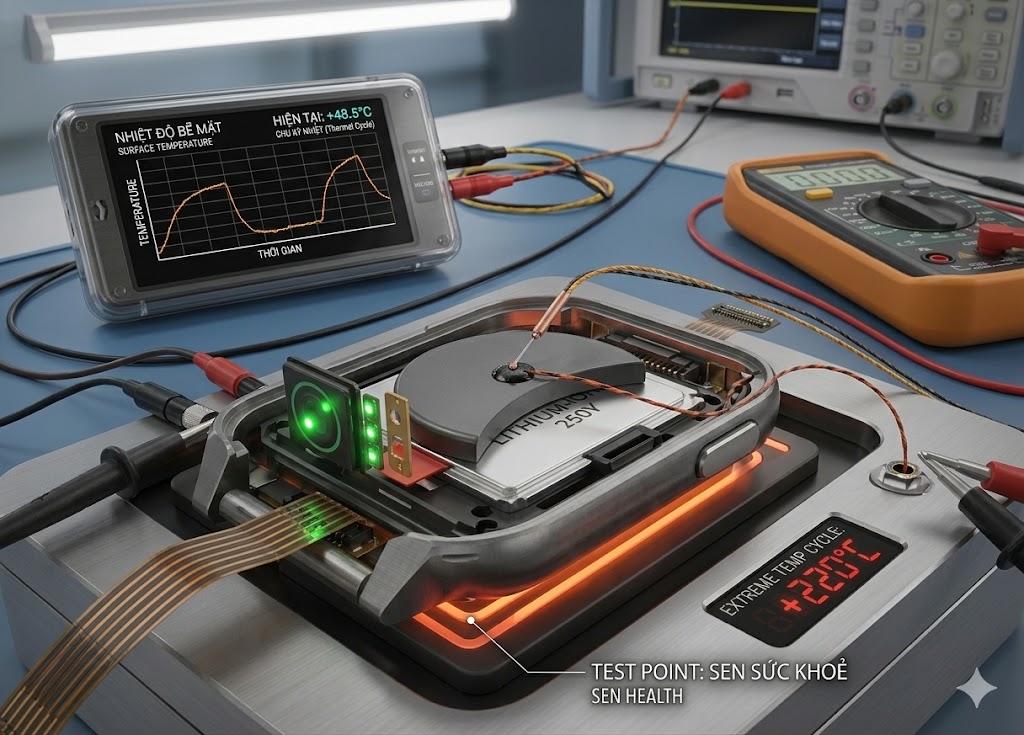
- Dùng thermocouple gắn trực tiếp lên substrate (cùng vật liệu và khối lượng với chi tiết sản xuất) — không dùng nhiệt độ không khí
- Xác minh ở mật độ tải cao và thấp nhất — nhiều chi tiết hơn = truyền nhiệt chậm hơn
- Với snap cure 90°C, xác nhận tất cả vị trí substrate đạt nhiệt độ trong cửa sổ lưu lò — cụm gia nhiệt chậm có thể cần lưu lò dài hơn ngay cả ở nhiệt độ cao hơn
Xử lý sau đóng rắn
- Chi tiết đóng rắn ở 65°C / 20 phút có thể xử lý ngay nhưng nên chờ ít nhất 5 phút sau khi ra lò trước khi chịu tải cơ học (cân bằng nhiệt độ)
- Dữ liệu độ bền đầy đủ (VD: 39 MPa cắt chồng trên nhôm) được đo sau 24 giờ sau khi đóng rắn — dùng giá trị này cho tính toán kết cấu, không phải giá trị ngay khi ra lò
Bảo quản sản phẩm giữa công đoạn tra keo và sấy keo
- Chi tiết đã phủ keo có thể để ở nhiệt độ phòng — pot life 4 tuần mang lại sự linh hoạt lịch trình đáng kể
- Tránh để chi tiết đã lắp ráp trong môi trường độ ẩm cao (>50% RH) trước khi đóng rắn
Tại sao điều này quan trọng với hồ sơ chứng nhận vật liệu
Với các kỹ sư NPI đưa 3M 6100 Series vào Danh sách Vật liệu Được Duyệt (AML), profile đóng rắn nhiệt độ thấp thường là yếu tố khác biệt then chốt mở ra ứng dụng. Các điểm dữ liệu chứng nhận quan trọng cần ghi lại trước:
Các ghi chú chứng nhận phổ biến đáng ghi lại:
- Tương thích nhiệt: Đóng rắn 65°C xác nhận không phá hủy trên [liệt kê substrate đã kiểm tra] tại [vùng liên kết]
- Phương pháp xác minh đóng rắn: Dữ liệu DSC isotherm từ 3M xác nhận 90% chuyển đổi ở tổ hợp thời gian/nhiệt độ đã nêu
- Lão hóa môi trường: Giữ 91% độ bám dính trên nhôm sau ngâm 72 giờ ở 65°C / 90% RH; 133% trên PC/ABS (cải thiện do tiếp tục cross-linking trong nhiệt ẩm)
- Chu kỳ nhiệt: Giữ 100% độ bám dính trên nhôm sau 36 chu kỳ từ −40°C đến +85°C
Tổng kết: Chọn chế độ đóng rắn phù hợp
Cần hỗ trợ xác nhận quy trình đóng rắn?
Tối ưu profile đóng rắn phụ thuộc vào các biến số mà không một datasheet nào có thể dự đoán đầy đủ: độ đồng đều nhiệt của lò, thermal mass của substrate, hình học cụm lắp ráp, và yêu cầu thông lượng của dây chuyền.
Đội ngũ Kỹ sư Ứng dụng của Prostech có thể hỗ trợ trực tiếp quá trình xác nhận quy trình đóng rắn của bạn — tại phòng lab của chúng tôi ở Việt Nam, hoặc tại cơ sở của bạn — và cung cấp tài liệu bạn cần cho hồ sơ chứng nhận vật liệu.
Dữ liệu kỹ thuật được lấy từ TDS 3M Scotch-Weld One-Part Epoxy Adhesive (6101, 6100LV, 6102), 3M Sell Sheet, và 3M Consumer Electronics Application Guide. Thời gian đóng rắn được đo bằng phương pháp quét nhiệt vi sai (DSC). Tất cả giá trị mang tính đại diện — hãy xác nhận trong môi trường quy trình cụ thể của bạn.



