- The Problem Most Engineers Discover Too Late
- The Industry Baseline: Why Most One-Part Epoxies Require High Heat
- What 3M Scotch-Weld 6100 Series Does Differently
- The Three Cure Conditions — and How to Choose Between Them
- Cure Option Deep-Dive
- Cure Profile Comparison Across the 6100 Series
- Oven Setup & Process Validation Checklist
- Why This Matters for Your Material Qualification Package
- Summary: Choosing Your Cure Condition
- Need Help Validating Your Cure Process?
The Problem Most Engineers Discover Too Late
You’ve selected an adhesive with excellent bond strength. The TDS looks good. Then your process engineer runs the cure cycle — and the plastic housing warps. Or the battery swells. Or the magnetic component loses its calibration.
The adhesive wasn’t the problem. The cure temperature was. This is one of the most common failure modes in electronics assembly when switching to a new structural adhesive — and it’s entirely avoidable.
Understanding how cure temperature interacts with your assembly — not just with the adhesive — is the difference between a smooth qualification and an expensive redesign.
The Industry Baseline: Why Most One-Part Epoxies Require High Heat
One-part epoxies are single-component systems where the resin and curing agent are pre-mixed. The chemistry is latent at room temperature — polymerization only begins when heat is applied, which is what gives one-part epoxies their long pot life.
The trade-off in conventional formulations: the activation energy required to trigger crosslinking demands high temperatures — typically 125°C to 177°C (257°F to 350°F) or above.
At those temperatures, common electronics assembly materials behave predictably — in the wrong direction:
| Material / Component | Typical Risk at >125°C |
|---|---|
| Engineering plastics (PC, ABS, glass-filled nylon) | Warping, dimensional distortion, surface degradation |
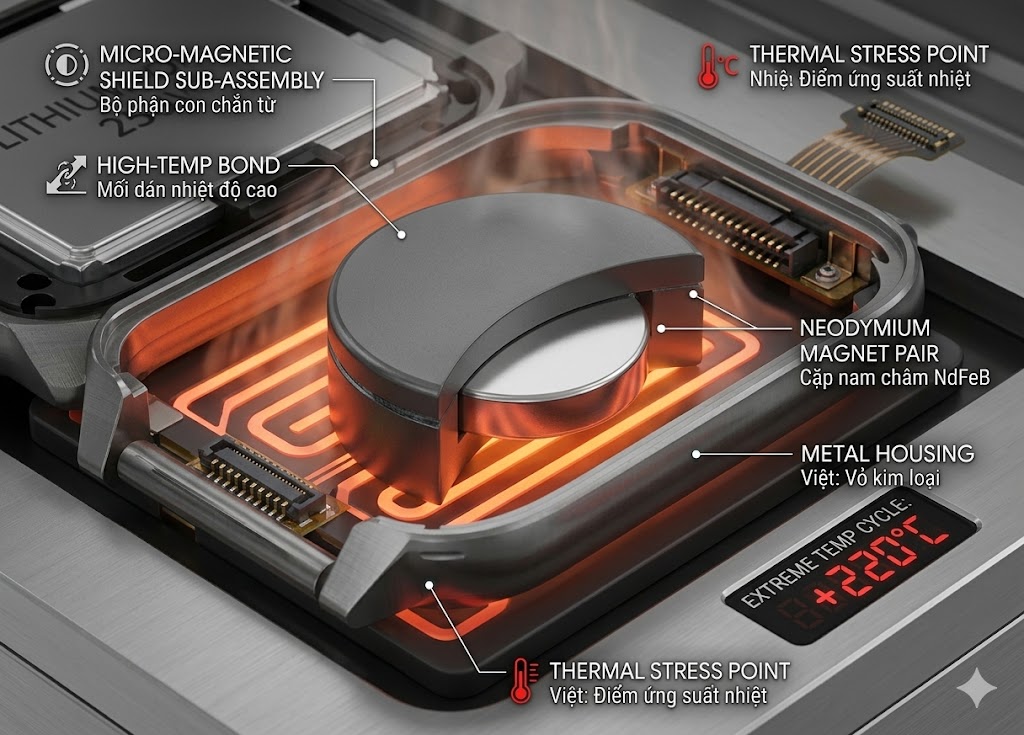
| Lithium-ion batteries | Electrolyte degradation, swelling, potential thermal runaway |
| Permanent magnets (NdFeB) | Partial demagnetization from ~80–120°C depending on grade |
| Flex PCB and FPC connectors | Adhesive delamination, conductor damage |
| Pre-assembled sub-components | Solder reflow, prior adhesive softening, connector damage |
For a simple two-substrate metal bond, a 150°C cure cycle is routine. For a smartphone, wearable, or any device with mixed materials in close proximity, it becomes a constraint that drives assembly sequence decisions, fixture design, and process complexity — all to work around the adhesive’s cure requirement.

What 3M Scotch-Weld 6100 Series Does Differently

3M Scotch-Weld 6100 Series uses a patent-pending formulation that achieves effective cure at 65°C — less than half the temperature of a conventional one-part epoxy. This isn’t a marginal improvement; it’s a different category of process.
At 65°C, the temperature-sensitive materials listed above are not at risk:
| Material / Component | At 65°C with 3M 6100 Series |
|---|---|
| Engineering plastics (PC, ABS, glass-filled nylon) | Dimensionally stable — bonds directly |
| Lithium-ion batteries | Within normal operating temperature range |
| NdFeB permanent magnets | Far below demagnetization threshold |
| Flex PCB and FPC connectors | No thermal stress on adhesive or conductor |
| Pre-assembled sub-components | Prior bonds and solder joints remain unaffected |
Head-to-Head: 3M 6100 Series vs. Typical One-Part Epoxy
| Property | 3M Scotch-Weld 6100 Series | Typical One-Part Epoxy |
|---|---|---|
| Cure temperature | 65°C | 177°C (350°F) |
| Bonds to engineering plastics | Yes — PC, ABS, glass-filled nylon | No — melts substrate |
| Room-temperature pot life | Up to 4 weeks | ~12 hours |
| Flexibility after cure | 100%+ elongation | Stiff, brittle |
| Impact resistance | Up to 3.1 J absorbed | Low — brittle failure mode |
The Three Cure Conditions — and How to Choose Between Them
3M 6100 Series offers three distinct cure modes, each serving a different manufacturing scenario. Understanding the strength development profile behind each helps you choose based on your actual process constraints — not just convenience.
Sufficient strength to move, fixture, or continue assembly — not for structural testing. Parts complete full cure at room temperature over 24 hours.
Baseline for most electronics assembly. Reaches ~95% of full cured strength. Safe for all temperature-sensitive components.
Snap cure for lines where cycle time is the constraint. Functionally equivalent in final bond quality to the 65°C / 20-min cycle.
Parts cured to handling strength only (65°C / 10 min) must not be subjected to mechanical testing, drop simulation, or high-stress conditions. They are not fully cured. Full cure occurs after 24 hours at room temperature, or after a full 65°C / 20 min or 90°C / 3 min cycle.
Cure Option Deep-Dive
65°C / 10 min — Handling Strength
This cure condition is not intended as the final cure state. It brings the adhesive to sufficient strength to handle parts — move them, fixture them, or continue the assembly sequence — without the bond failing under gentle contact forces.
Particularly useful in:
- Multi-step assemblies where a component needs to be placed and held while adjacent parts are installed
- Processes where the substrate must be repositioned based on alignment verification after initial placement
- Staging scenarios where parts will complete their cure overnight at room temperature
Do not: subject parts cured to handling strength only to mechanical testing, drop simulation, or high-stress conditions. They are not fully cured.
65°C / 20 min — Standard Production Cure
This is the recommended baseline cure condition for most electronics assembly applications. At 20 minutes, the adhesive reaches approximately 95% of its full cured strength.
Strength development data for 3M 6102 Black on etched aluminum substrates illustrates how rapidly the cure progresses at 65°C:
The 20-minute cure delivers the overwhelming majority of final bond strength — the incremental gain from extended cure time diminishes significantly after that point.
Critical process note: The substrate must actually reach 65°C. Oven air temperature is not the same as substrate temperature — especially for thermally massive assemblies or dense housings. Verify with thermocouples or temperature-indicating labels during process validation.
90°C / 3 min — Snap Cure for High Throughput
At 90°C, cure kinetics accelerate dramatically. Three minutes is sufficient to reach approximately 95% of full strength — functionally equivalent in final bond quality to the 65°C / 20-minute cycle.
DSC isotherm data at 90°C confirms the exothermic peak completes within roughly 3 minutes, indicating full crosslinking at this temperature.
When to use 90°C / 3 min vs. 65°C / 20 min:
- Use 65°C / 20 min — if your assembly contains batteries, high-grade magnets, or heat-sensitive plastics rated below 90°C
- Use 90°C / 3 min — if throughput is the bottleneck and all components are rated above 90°C
Some production lines use a two-stage approach: 65°C pre-gel to fixture parts quickly, then a 90°C snap cure to complete the cycle at higher throughput.
Cure Profile Comparison Across the 6100 Series
Different SKUs in the 6100 Series have slightly different cure time requirements due to viscosity formulation differences:
| SKU | Viscosity Type | Cure at 65°C | Cure at 90°C |
|---|---|---|---|
| 6101 Off-White | Thixotropic, ~30,000 cps | ~20 min | ~3 min |
| 6102 Black | Shear-thinning | ~20 min | ~3 min |
| 6100LV Off-White | Low viscosity, ~1,500 cps | ~30 min | ~4 min |
| 6100LV Black | Low viscosity, ~1,000 cps | ~30 min | ~4 min |
The 6100LV grades require slightly longer dwell times (~30 min at 65°C vs. ~20 min for standard viscosity). This is a function of different formulation chemistry optimized for wicking and low-viscosity dispensing — not a performance limitation.
Oven Setup & Process Validation Checklist
Getting the cure profile right in practice requires more than setting the oven thermostat. Before committing to a cure cycle in production, validate the following:
Oven Qualification
- Verify oven temperature uniformity across the full working zone — not just at the setpoint thermocouple location
- Map temperature variation across racks if using multi-level loading
- Confirm oven recovery time after loading — a cold batch entering a hot oven will temporarily drop internal temperature
Substrate Temperature Verification
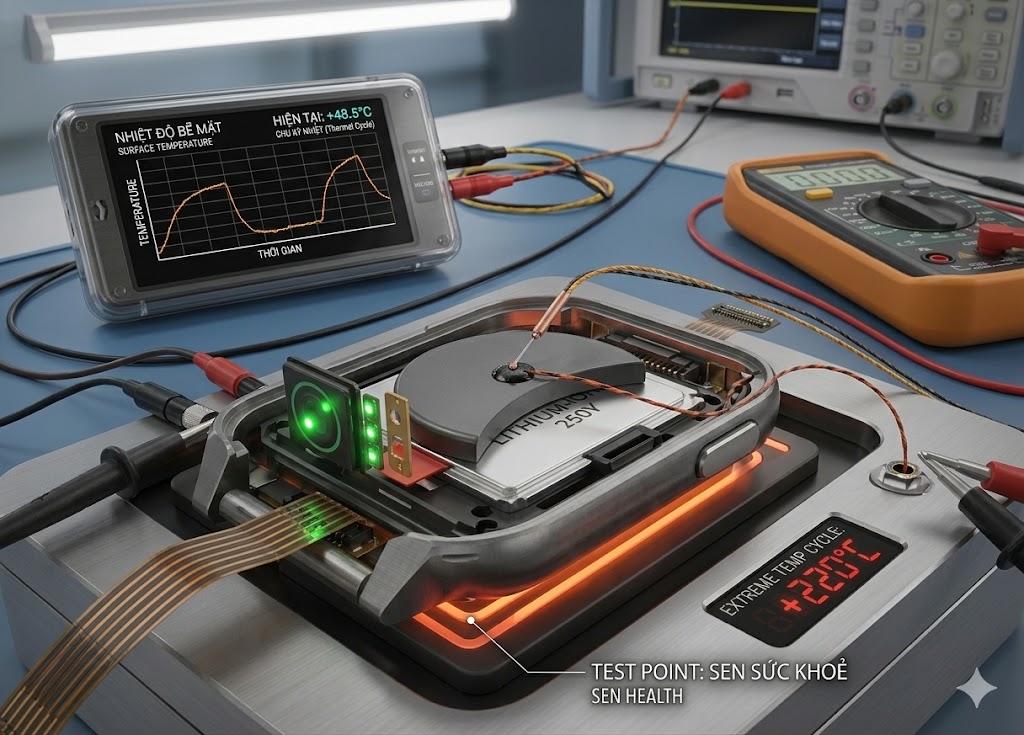
- Use thermocouples bonded directly to the substrate (same material and mass as production part) — not air temperature
- Verify at the highest and lowest expected loading densities — more parts = slower heat transfer
- For the 90°C snap cure, confirm all substrate locations reach temperature within the dwell window — slow-heating assemblies may need extended dwell even at higher temperature
Post-Cure Handling
- Parts cured at 65°C / 20 min can be handled immediately but allow at least 5 minutes after oven exit before mechanical load (temperature equalization)
- Full strength data (e.g., 39 MPa overlap shear on aluminum) is measured after 24 hours post-cure — use this value for structural calculations, not the immediate post-oven value
Storage Between Dispense and Cure
- Parts with applied adhesive can be staged at room temperature — 4-week pot life provides substantial scheduling flexibility
- Avoid staging assembled parts in high-humidity environments (>50% RH) before cure
Why This Matters for Your Material Qualification Package
For NPI engineers qualifying 3M 6100 Series into an Approved Material List (AML), the low-temperature cure profile is often the key differentiator that unlocks the application. Key qualification data points worth pre-documenting:
Common qualification notes worth documenting:
- Thermal compatibility: 65°C cure confirmed non-destructive on [list specific substrates tested] at [bond area]
- Cure verification method: DSC isotherm data from 3M confirms 90% conversion at stated time/temperature combinations
- Environmental aging: 91% adhesion retention on aluminum after 72-hr soak at 65°C / 90% RH; 133% on PC/ABS (improvement from continued crosslinking under humid heat)
- Thermal cycling: 100% adhesion retention on aluminum after 36 cycles from −40°C to +85°C
Summary: Choosing Your Cure Condition
Need Help Validating Your Cure Process?
Cure profile optimization depends on variables that no datasheet can fully anticipate: your oven’s thermal uniformity, your substrate’s thermal mass, your assembly’s geometry, and your line’s throughput requirements.
Prostech’s Application Engineering team can support your cure process validation directly — at our lab in Vietnam, or on-site at your facility — and provide the documentation you need for material qualification.
Technical data sourced from 3M Scotch-Weld One-Part Epoxy Adhesive TDS (6101, 6100LV, 6102), 3M Sell Sheet, and 3M Consumer Electronics Application Guide. Cure times measured by differential scanning calorimetry (DSC). All values representative — validate in your specific process environment.
