- 1. The Chemistry Behind AB Glue: How Does It Actually Work?
- 2.How AB glue works: The Curing Mechanism
- 3. How to use AB glue?
- 4. Characteristics & Comparison of AB glue
- 5. Applications of AB glue
- 6. Engineering Checklist: How to Choose the Right AB Glue?
- 8. Popular AB glue brands on the market
- 9. Frequently asked questions about AB glue
AB glue is a two-component adhesive that cures only when you mix Part A (the resin) and Part B (the hardener) together. The chemical reaction between the two components forms a strong polymer network that bonds metal, plastic, ceramic, composite, and many other surfaces — often at room temperature, with no external heat required.
Unlike single-component adhesives that require strict cold-storage conditions, AB glue keeps both components separate until use. This minimises the risk of premature curing during storage and shipping.
This guide explains how AB glue works, which chemistry to choose for your substrate, how to read a mix ratio correctly, and how to apply it step by step — with technical data drawn exclusively from manufacturer sources.
1. The Chemistry Behind AB Glue: How Does It Actually Work?
The issue of storage costs and adhesive quality are factors that manufacturers are concerned about when choosing industrial adhesives. One-component adhesives often require strict storage conditions and have high storage costs because their chemical properties will be affected if not stored properly.
Meanwhile, AB glue, also known as two-component adhesive, allows users to mix part A and part B directly before use. This can minimize the risk of glue decomposition without requiring strict storage conditions. Thanks to that, AB glue has become a popular choice in many industries. This article will provide an overview of AB glue, from its structure, operating mechanism to its practical applications and benefits.

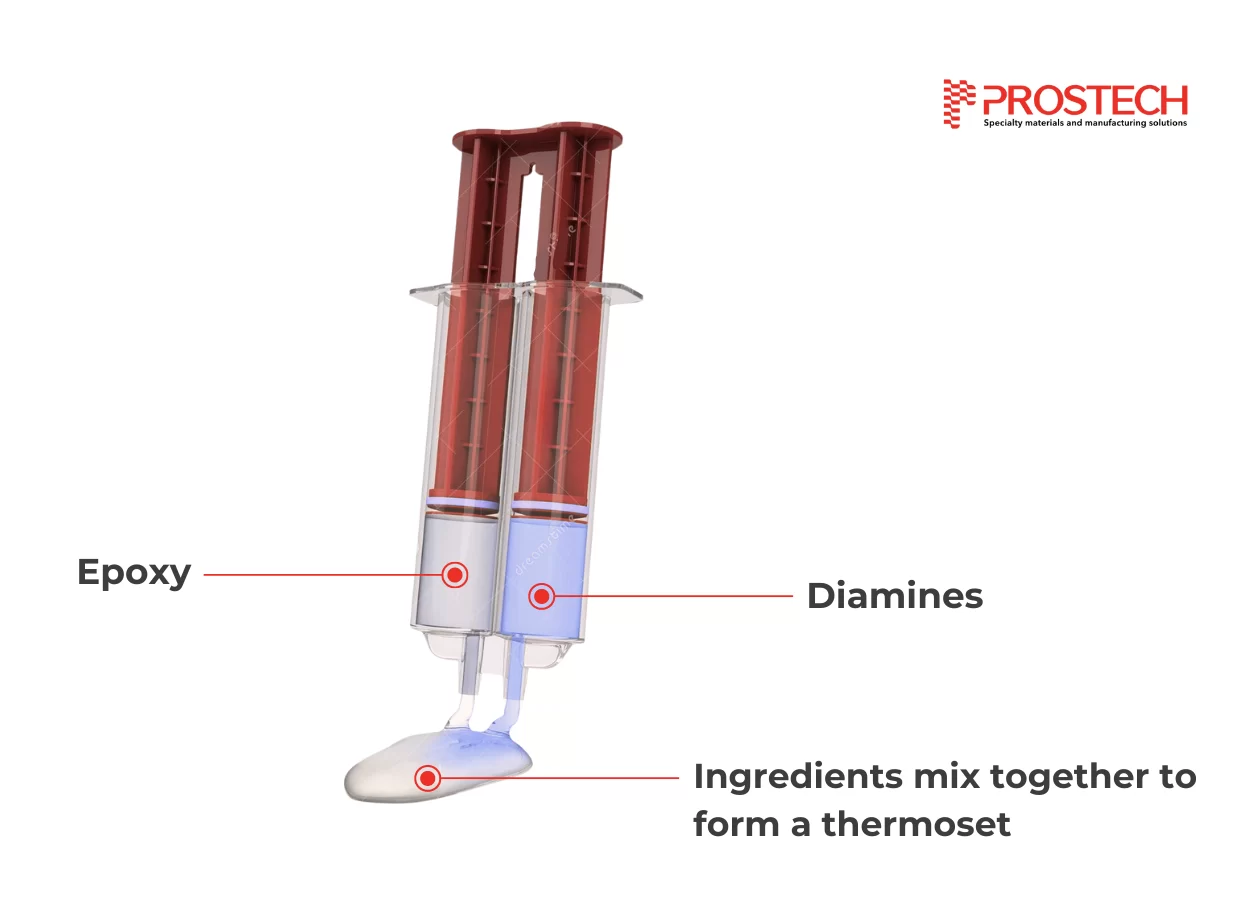
AB glue — also written as A&B glue, glue A and B, or two-component (2K) adhesive — is a reactive adhesive system supplied in two separate containers:
- Part A (Resin): the base component that determines mechanical and chemical properties. It is typically an epoxy resin, acrylic (methyl methacrylate), or polyurethane polymer.
- Part B (Hardener / Catalyst): the component that triggers and controls the curing reaction. Hardener chemistry matches the resin type: amine, amide, anhydride, or acid compounds for epoxy; isocyanate for polyurethane; peroxide or amine initiators for acrylic.
When you combine the two parts in the correct ratio, a cross-linking polymerisation reaction begins. The adhesive transitions from liquid to solid thermoset, creating a bond that resists mechanical stress, chemicals, and temperature extremes.
The term “AB glue” is widely used across Southeast Asia and East Asia as a common name for all two-component adhesive systems. In Western industrial contexts, the same products are called two-part adhesives, 2K adhesives, or dual-component structural adhesives.
2.How AB glue works: The Curing Mechanism
The chemistry behind AB glue differs by resin type, but the core principle is the same: reactive functional groups in Part A react with reactive groups in Part B to form a dense, cross-linked polymer network.
Component A – glue: This is the component that determines the adhesive ability and mechanical properties of the glue. Usually from thermosetting polymers with good mechanical strength and chemical resistance such as:
Component B – hardener: The hardeners have a general role in helping to enable the hardening process of the glue. Each type of glue will have a suitable type of hardener:
- Epoxy curing agents are usually amines, amides, anhydrides or acids.
- PU curing agents are isocyanate compounds.
- Acrylic curing agents are usually peroxides, amines, azo compounds and quinones.
When these two components are mixed, a chemical reaction occurs, creating a strong polymer network. This process causes the adhesive to change from a liquid state to a solid state, creating a strong bond between the surfaces being bonded.

3. How to use AB glue?
Two-component adhesives have a special process for application. You can measure and mix the adhesive manually or by machine, or using AB adhesive tubes (also known twin syringe or 2-component adhesive tubes) is a very efficient technique. In these syringe, the two components of the adhesive are packaged separately, with a typical mixing ratio of 1:1, 2:1 or 10:1 by volume, depending on the specific formulation. The two components are then pumped through a static mixer (called a mixing tube) using a suitable dispensing gun, which can be manual or pneumatic. This adhesive mixture is then pumped onto the surface of the material to be bonded. As the adhesive cures, it bonds one material to another and holds the parts together.
4. Characteristics & Comparison of AB glue
- Fast curing at room temperature: Some types of glue usually take only a few minutes to a few hours depending on the mixing formula, saving time during construction and production.
- High strength bonding: After hardening, the glue can withstand high tension and compression, ensuring that the joints do not break or separate under pressure.
- Resistance to chemicals and high temperatures: AB glue can resist chemicals such as acids, alkalis, solvents or mechanical abrasion and withstand high temperatures without losing properties, suitable for applications in harsh environments such as in industrial equipment or engines.
- Simple equipment: Simple mixing tools, easy to use and no need for high temperatures for curing, thereby reducing dependence on heating equipment, saving costs and energy.
However, during the application process, this type of glue has some limitations such as difficulty in rework, requiring precise mixing ratios or the existence of air bubbles, etc. To use AB glue effectively, manufacturers need to pay attention to some aspects when using in order to choose the appropriate type of adhesive and application process and optimize the production process.
The table below compares the three primary AB glue chemistries across the properties that matter most in industrial selection. Data reflects typical performance ranges confirmed by manufacturer technical data sheets.
| Property | Epoxy AB glue | Acrylic (MMA) AB glue | Polyurethane AB glue |
|---|---|---|---|
| Typical mix ratio (by volume) | 1:1 / 2:1 / 4:1 | 1:1 / 10:1 | 1:1 / 2:1 |
| Fixture / handling time at 23 °C | 20 min – several hours (grade-dependent) | 30 sec – 10 min (surface-activated); ~1 h (cartridge grades) | 30 min – 4 h |
| Full cure at 23 °C | 24 h – 7 days | 8 – 48 h | 24 – 72 h |
| Operating temperature (typical) | −40 °C to +150 °C; specialty grades to +177 °C | −40 °C to +120 °C (typical) | −40 °C to +100 °C (typical) |
| Bond character | Rigid to semi-flexible | Rubber-toughened, impact-resistant | Flexible, vibration-absorbing |
| Best substrate fit | Metal, ceramic, composite, glass, most engineering plastics | Plastics (including LSE PP/PE), metal, composites, glass | Dissimilar materials, flexible substrates, foam |
| Chemical resistance | Excellent (acids, alkalis, solvents) | Good to excellent | Good; weaker against strong solvents |
| Key limitation | Longer fixture time than acrylics; can be brittle without toughening additives | MMA grades: strong odour and flammable (check SDS) | Moisture-sensitive during curing; lower temperature ceiling |
| Typical industrial applications | Structural bonding, potting, aerospace, heavy industry | High-speed production lines, automotive, marine, composites | Flexible sealing, transportation interiors, construction |
With many years of experience in the adhesive technology, Prostech is proud to provide customers with professional advice on AB adhesive suitable for each specific application. Please contact us for more details!
5. Applications of AB glue

AB adhesives (two-component adhesives) are among the first choice for applications requiring extremely high strength, typically used to bond materials such as bare, coated, painted or pre-treated metals, and composite materials such as glass-reinforced plastics (GRP + SMC) or carbon-fiber reinforced plastics (aramid, carbon, CFC). They are also suitable for bonding between other metals or composites, and solid materials such as ceramics or glass (transparent epoxy adhesives).
5.1. Metal
Epoxy AB glue on metal
Epoxy AB glues form rigid, structural bonds to steel, aluminium, copper, cast iron, and their alloys. They also bond metal to ceramics, glass-reinforced plastics (GRP/SMC), and carbon-fibre composites. Toughened epoxy grades provide high impact and fatigue resistance alongside an extended work life, making them suitable for medium-to-large assembly areas where positioning time matters. As an example of a data-sheet-verified product, 3M Scotch-Weld DP420 (2:1 mix ratio) offers 20 minutes of work life, achieves handling strength in approximately 2 hours, and reaches full cure in 24 hours at 22 °C. It can withstand paint bake operations up to 205 °C for 60 minutes after cure.
Where the bond joint involves dissimilar metals with different thermal expansion coefficients, flexible epoxy formulations accommodate expansion, contraction, and limited movement without bond failure. 3M Scotch-Weld 2216, for example, is a low-viscosity flexible epoxy designed for this purpose.
Dense, aluminium-filled epoxy pastes are designed specifically for metal-to-metal bonding, void filling, and repair of dents or holes. Their paste consistency prevents sag on vertical and overhead surfaces.
Acrylic AB glue on metal
Surface-activated structural acrylic grades bond steel, aluminium, ferrites, and composites with very fast fixture times. Low-odour, non-flammable acrylic formulations — for example Permabond TA452 — deliver up to 24 N/mm² (approximately 3,500 psi) lap shear strength on steel with a nozzle life of 2–3 minutes, and achieve 80% of full bond strength within 75 minutes. This makes them well suited to high-throughput production lines where cycle time is critical.
Surface preparation for metal
Surface preparation is the single most important factor in achieving published bond strength values. The following steps are recommended:
- Degrease: wipe surfaces with acetone or isopropanol to remove oil, grease, and moisture. Allow to evaporate fully before bonding.
- Mechanically abrade: for aluminium, copper, and copper alloys, lightly abrade with emery cloth to remove the oxide layer. This step significantly improves adhesion on these metals.
- Bond promptly: assemble parts within the pot life of the mixed adhesive. Do not bond surfaces that have been re-contaminated after preparation.
For automated or large-scale metal bonding operations, advanced surface treatment methods such as plasma treatment provide consistent, repeatable surface activation that exceeds what manual abrasion achieves.
5.2. Plastics
Plastic bonding with AB glue requires matching the adhesive chemistry to the polymer type. Plastics fall into two broad categories based on surface energy:
- High surface energy (HSE) plastics: ABS, polycarbonate (PC), nylon (PA), PMMA, PVC, PET, epoxy composites. These bond readily with most epoxy, acrylic, and polyurethane AB glues.
- Low surface energy (LSE) plastics: polypropylene (PP), polyethylene (PE), thermoplastic elastomers (TPE/TPO). These require specialised acrylic AB glue formulations or surface pre-treatment.
Discover more technical information about surface energy here.
Acrylic AB glue for plastics
Methyl methacrylate (MMA) structural acrylics provide the highest bond strength to thermoplastics and thermosets. Their rubber-toughened matrix handles differential thermal expansion and contraction between dissimilar substrates — critical in automotive and transportation assemblies where a plastic component bonds to a metal bracket.
For LSE plastics (PP, PE, TPO), specialised two-part acrylic formulations — such as the 3M Scotch-Weld Structural Plastic Adhesive DP8010 — bond without priming, flame treatment, corona treatment, or plasma treatment. This 10:1 mix ratio product offers 10 minutes of work life, achieves handling strength in approximately 1 hour, and reaches full cure in 8–24 hours at 22 °C. Removing the surface treatment step reduces process complexity and cost significantly.

Epoxy AB glue for plastics
Two-part epoxies bond well to most HSE engineering plastics — ABS, PC, nylon, fibreglass composites. Clear epoxy grades provide transparent bond lines. For plastics subject to impact or vibration, toughened epoxy formulations are preferred over rigid grades.
Two-component adhesive is suitable for some applications such as::
- Construction/transportation (automotives, railway vehicles, aircraft)
- Mechanical engineering, machinery, equipment and housing construction
- Medical Electronic Devices
- Electrical and electronic manufacturing
- Assembly linkage
- Engineered consumer goods (household appliances)
- Prefabricated building components
- Doors/gates
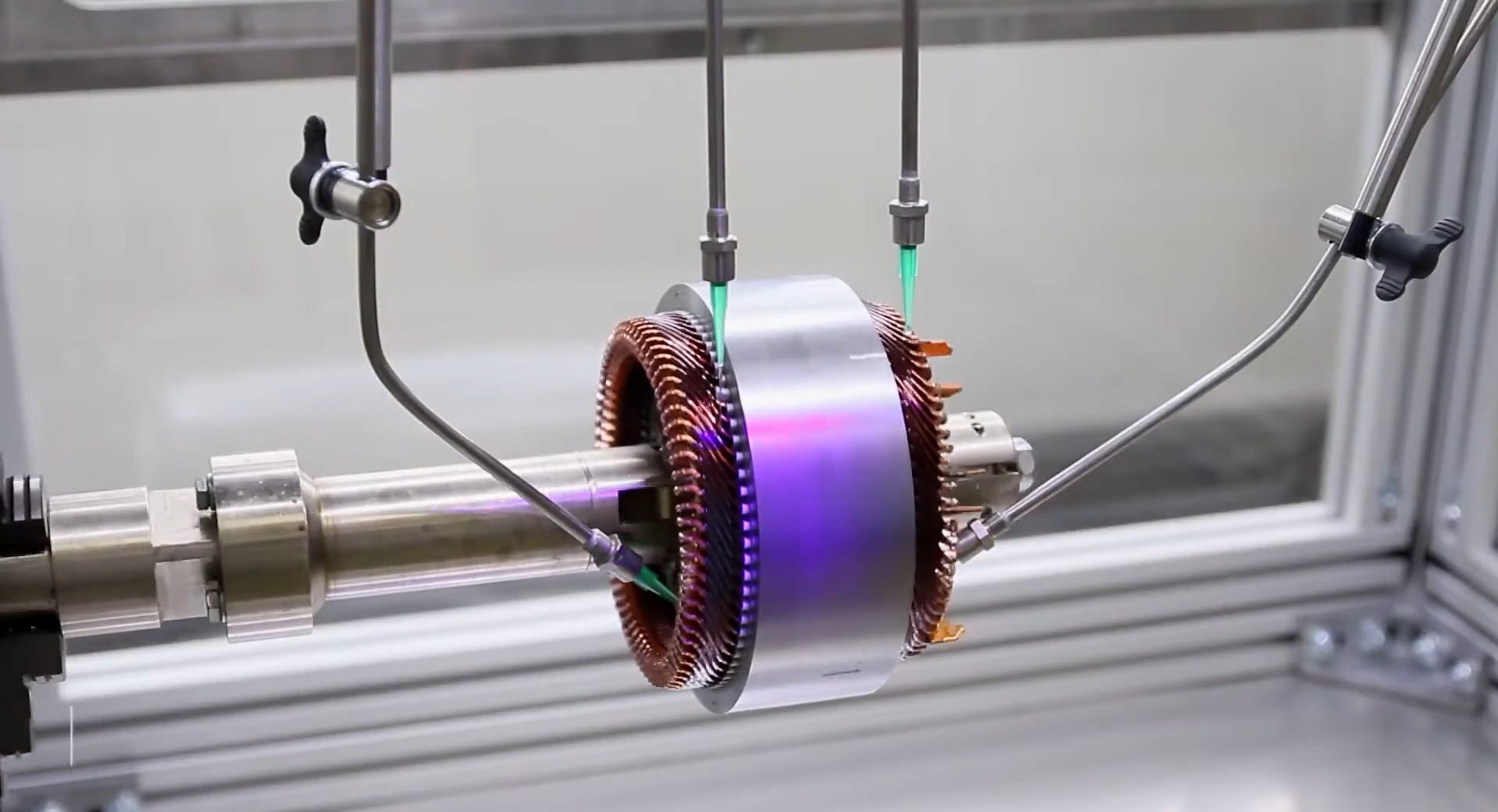
5.3. Electronics assembly
In electronics manufacturing, AB glue is used for structural bonding, potting, encapsulation, component staking, and PCB protection. Selection criteria extend beyond mechanical strength to include electrical insulation, thermal conductivity, outgassing, and compatibility with sensitive substrates.
Key requirements and corresponding AB glue grades
- Thermally conductive epoxy AB glue: used for bonding heat-generating components to metal heatsinks or housings. These formulations incorporate thermally conductive fillers to aid heat transfer.
- Optically clear epoxy: for camera modules, optical sensors, and display assemblies where bond-line visibility or optical transmission matters.
- Low-outgassing epoxy: for aerospace and space applications.
- Flexible epoxy AB glue: for assemblies subject to vibration or thermal cycling, such as automotive ECUs or outdoor LED modules. Flexible grades offer extended work life — 3M Scotch-Weld DP190, for example, has an 80-minute work life at room temperature — accommodating larger or more complex assemblies before cure begins.
For potting and encapsulation of electronic subassemblies, two-part epoxy and polyurethane systems with controlled exotherm, low shrinkage, and high electrical insulation properties are preferred. Check out list of recommended materials for potting and encapsulation here.
Two-part acrylic AB glues are used in electronics production lines where fast fixture is essential — for example, bonding speaker magnets, motor cores, and PCB staking applications at high throughput.
6. Engineering Checklist: How to Choose the Right AB Glue?
Before specifying a two-part structural adhesive in your technical bill of materials (BOM), ensure your engineering team evaluates these four variables:
Step 1 — Define the substrates
Identify both materials in the bond joint. Metal-to-metal joints typically use epoxy or metal-bonding acrylic AB glue. Plastic-to-plastic joints require matching the adhesive to the specific polymer. Metal-to-plastic dissimilar joints often use rubber-toughened acrylic or flexible epoxy to accommodate differential thermal movement.
Step 2 — Define the service environment
Determine the operating temperature range, exposure to chemicals or humidity, UV exposure, and whether the joint will face static load, dynamic vibration, or impact. Rigid epoxy AB glues handle static structural load and high temperatures best. Toughened acrylics and flexible polyurethanes handle dynamic load, peel, and impact better.
Step 3 — Match to your process requirements
Consider your assembly cycle time. If you need parts fixtured and moved within 2 minutes, a surface-activated acrylic AB glue is a better choice than a slow-curing epoxy. If you need 30–80 minutes of open time to position large or complex assemblies, a longer pot-life epoxy suits the process better.
Step 4 — Consider the dispensing format
Low-volume or repair applications: dual-cartridge with manual gun.
Medium production volume: dual-cartridge with pneumatic gun and static mixer.
High-volume automated production: bulk supply with automated meter-mix dispensing for ratio accuracy and cycle-time control.
Note: The mix ratio specifies the proportion of Part A to Part B — either by volume or by weight. Getting this right is critical: an off-ratio mix leaves unreacted resin or hardener in the cured adhesive, reducing bond strength, chemical resistance, and glass transition temperature (Tg) while increasing outgassing.
| Mix ratio (A:B by volume) | Typical chemistry / example product | Manual mixing suitability | Preferred dispensing method |
|---|---|---|---|
| 1:1 | Epoxy — e.g. Permabond ET536, 3M Scotch-Weld DP100 | High — easy to measure and verify | Dual cartridge; manual or pneumatic gun |
| 2:1 | Epoxy — e.g. Permabond ET540, 3M Scotch-Weld DP420 | Medium — requires accurate volume measurement | Dual cartridge; manual or pneumatic gun |
| 4:1 | Epoxy — specialty / aerospace, e.g. Permabond ET5424 | Low — prone to error by hand | Dual cartridge or automated metering system |
| 10:1 | Acrylic — e.g. 3M Scotch-Weld DP8010 (LSE plastics) | Very low — high error risk | Dual cartridge; automated system strongly recommended |
When heat is applied to accelerate cure, pot life decreases and exotherm increases. Always consult the product’s technical data sheet before applying heat.
With many years of experience in the adhesive technology, Prostech is proud to provide customers with professional advice on optimal mix ratio for each specific application. Please contact us for more details!
8. Popular AB glue brands on the market
- Permabond is a well-known adhesive brand with over 50 years of experience in the adhesives industry. They offer a wide range of epoxy adhesives with different properties, suitable for many applications.
Typical products: PERMABOND® ET530, PERMABOND® ET5147, PERMABOND® ET5003, PERMABOND® ET505 - Loctite is owned by the Henkel Group, one of the most famous adhesive brands in the world. Their products are used in many industries, from automotive to electronics
Typical products: LOCTITE® EA M-31CL™, LOCTITE® EA M-21HP™ - Gluditec is an adhesive brand specializing in industrial and construction adhesive solutions. Their products are known for their stable quality and reasonable prices.
Typical products: GLT A585-45, GLT C369-2, GLT A595-2 - Huntsman is a chemical corporation that provides a wide range of high quality epoxy adhesives for industrial applications.
Typical products: Araldite AV 138M-1 và Hardener HV 998, Araldite AW 139-1 / Hardener HW 5323, Araldite AW 4752 / Hardener HW 4753

9. Frequently asked questions about AB glue
What is AB glue used for?
AB glue is used for structural bonding of metal, plastic, ceramic, composite, glass, and wood in industrial manufacturing, electronics assembly, automotive, aerospace, construction, and repair. It cures at room temperature to form a high-strength, chemical-resistant bond without external heat.
How long does AB glue take to dry?
AB glue handling time depends on chemistry and grade. Fast-cure acrylic AB glues reach handling strength in as little as 30 seconds to 10 minutes. Standard epoxy AB glues typically achieve handling strength in 20 minutes to several hours at 23 °C. Full cure at room temperature ranges from 24 hours for most epoxy grades to 48 hours for some acrylic grades.
What is the best AB glue for metal?
For structural metal bonding, two-part epoxy AB glue is the standard choice — it provides a rigid, high-strength bond with excellent chemical and heat resistance. For production lines needing fast fixture times, low-odour two-part acrylic structural adhesives offer rapid strength development on steel and aluminium. Always degrease surfaces with acetone or isopropanol and lightly abrade aluminium and copper before bonding.
What is the best AB glue for plastic?
For most engineering plastics — ABS, PC, nylon, PMMA — two-part acrylic or epoxy AB glues work well. For low surface energy plastics such as polypropylene (PP) and polyethylene (PE), use a specialised LSE-grade two-part acrylic adhesive, which bonds without priming or surface treatment.
What happens if the AB glue mix ratio is wrong?
Using an incorrect mix ratio leaves unreacted resin or hardener in the cured adhesive. This reduces bond strength, chemical resistance, and glass transition temperature (Tg), while increasing outgassing. Maintain the mix ratio within ±5% of the stated value. For high ratios like 10:1, use a calibrated dual-cartridge dispensing system rather than hand measurement.
Can AB glue bond silicone rubber or PTFE?
Standard AB glue formulations do not adhere reliably to cured silicone rubber or PTFE. These are very low surface energy substrates. Bonding them requires a specialised silicone adhesive system, a dedicated primer, or surface activation by plasma or corona treatment.
Prostech is an authorized distributor of two-component adhesives from famous brands such as Permabond, Huntsman, Gluditec, etc. With many years of experience, Prostech has provided products to thousands of large and small manufacturers nationwide.
To optimize production efficiency and improve product quality, Prostech’s two-component adhesive solutions are committed to providing customers with superior experiences with its products and services. For free consultation on the type of AB glue suitable for your application, contact us now!