- 1. Understand The Context
- 2. What Is Stator Impregnation in Wind Power?
- 3. Why Is Impregnation Recommended for Stator In Wind Power?
- 4. Impregnation Significantly Improves Stator Thermal Management
- 5. Key Material Properties for Wind Power Stator Impregnation
- 6. Chemical base selection by wind power application zone
- 7. International Standards for Wind Power Stator Impregnation
- 8. Conclusion
Discover why stator impregnation is a highly recommended protection method in wind power manufacturing. Lightweight, superior insulation, and optimized thermal management.
1. Understand The Context
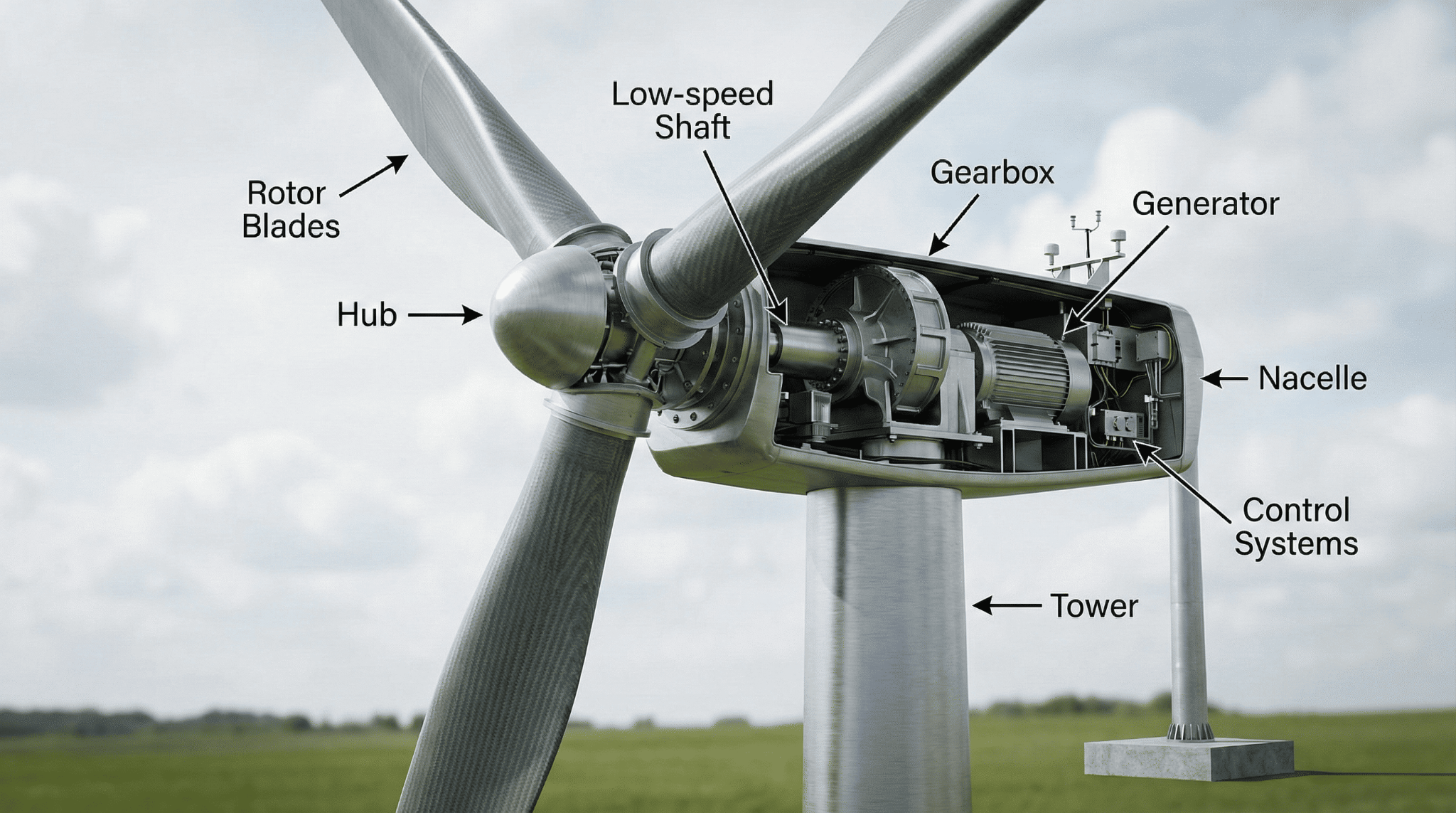
In wind power manufacturing, the stator is the most electrically critical component in the generator.
Operating inside a nacelle where temperatures fluctuate from −40 °C to above 130 °C, stator windings face simultaneous exposure to vibration, humidity, salt-laden air, and high electrical stress.
Among all secondary insulation strategies, stator impregnation stands out as the preferred solution for wind power OEMs – not because it is the only option, but because it uniquely combines three performance properties that competing methods cannot match simultaneously: minimal added weight, comprehensive winding protection, and superior thermal conductivity.

Source: Prostech
This article explains the engineering rationale behind each advantage, and how selecting the right impregnation chemistry directly determines the reliability of your wind energy assets.
2. What Is Stator Impregnation in Wind Power?
Stator impregnation is the process of introducing a low-viscosity liquid resin – epoxy, and polyester– into the microscopic voids between copper winding conductors, between conductors and slot liners, and within the end-turn regions of the stator assembly. After penetrating these gaps, the resin is cured to form a solid, monolithic insulation matrix bonded to every internal surface.
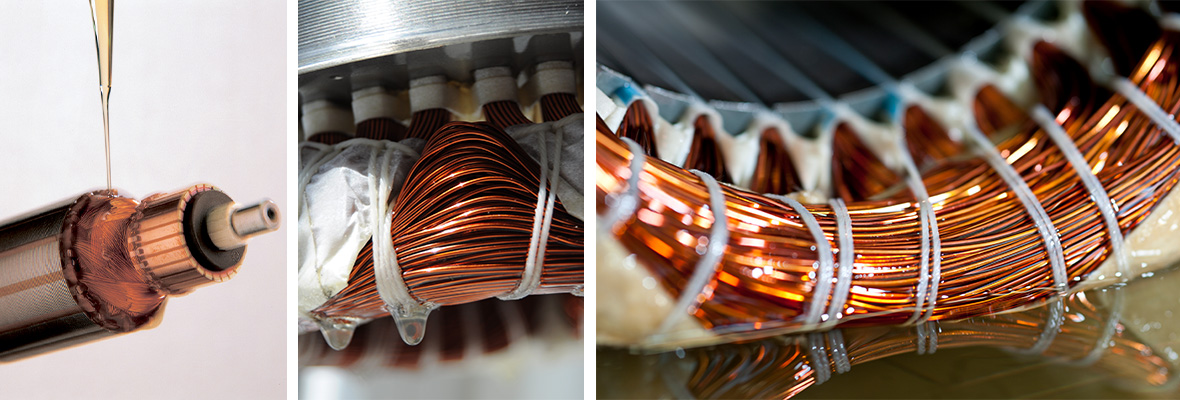
Source: Elantas
This is fundamentally different from potting or full encapsulation, where a high-viscosity compound completely surrounds and encases the winding structure from the outside.
Understanding this distinction is essential to appreciating why impregnation is the preferred method for wind turbine stator protection.
The three primary impregnation methods applied in wind power manufacturing are:
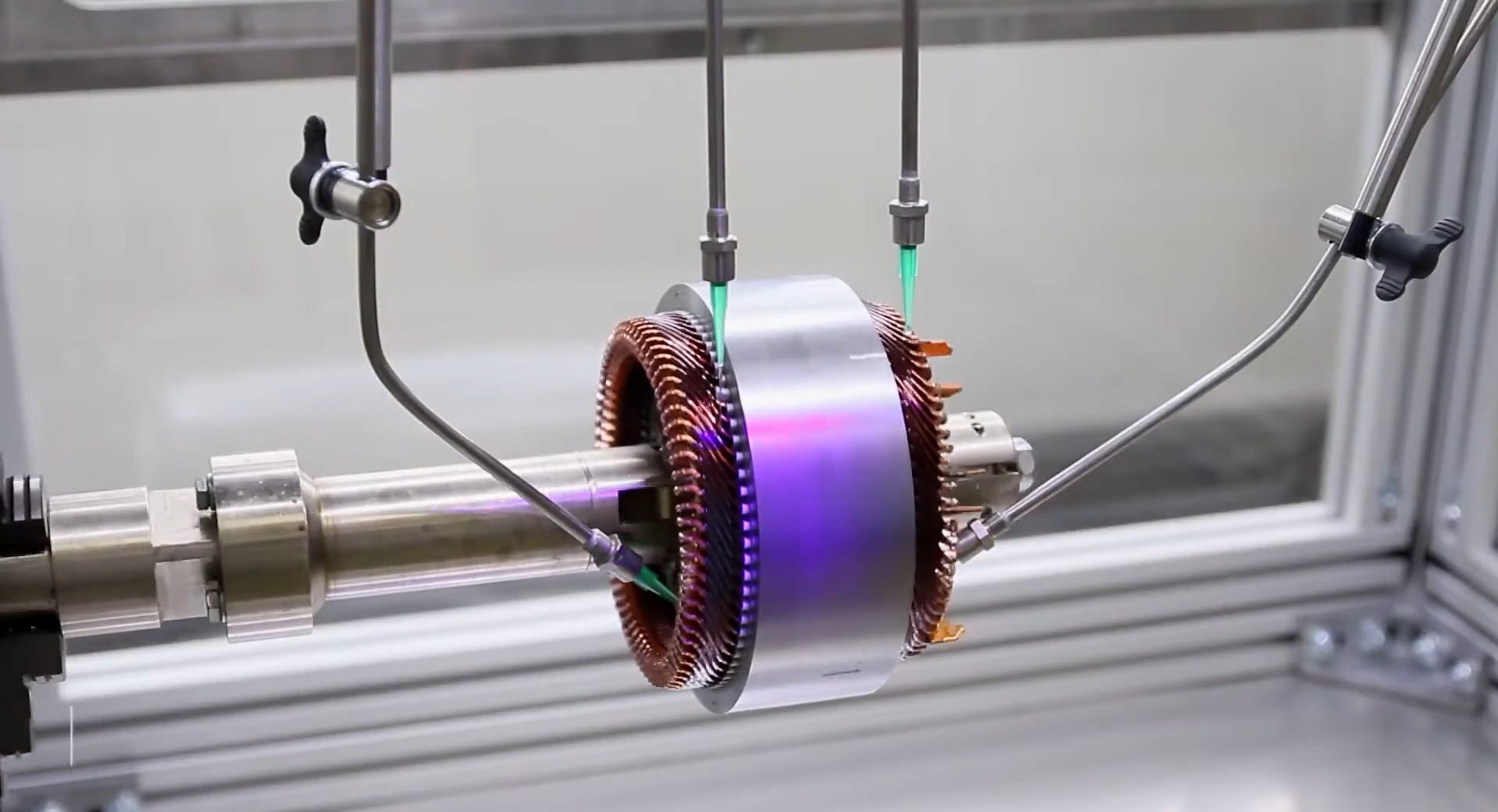
- Vacuum Pressure Impregnation (VPI): The stator is placed in a sealed chamber. Vacuum removes residual air from the winding voids, then resin is introduced under positive pressure (typically 90–100 psi), forcing complete penetration. VPI is the industry standard for medium- and high-voltage wind generator stators.
 Source: Internet
Source: Internet
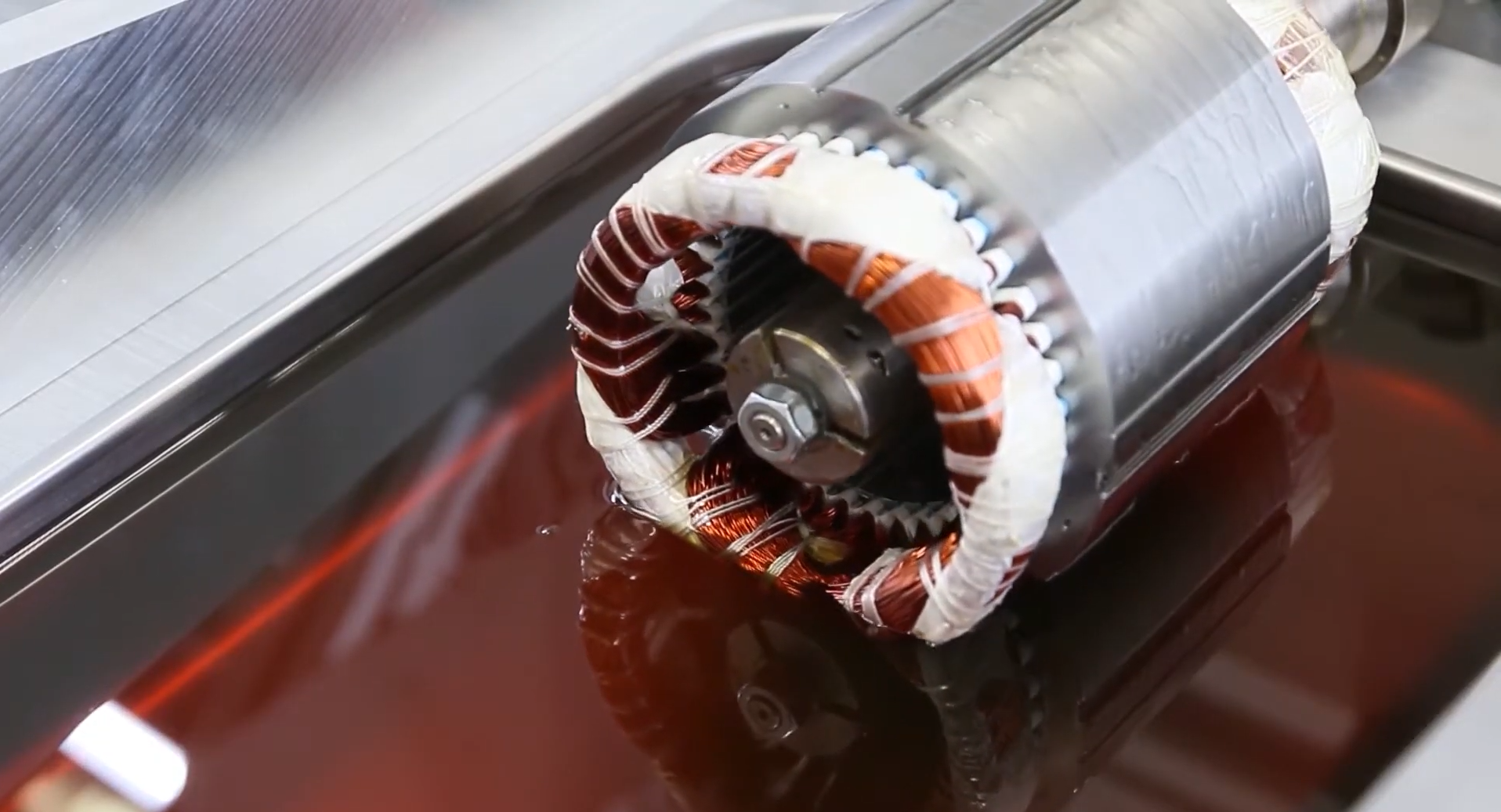
- Trickle Impregnation: Resin is applied continuously over the rotating, preheated stator end-windings. Gravity, centrifugal force, and capillary action drive penetration. Preferred for large-diameter stators with distributed windings where tank-based VPI is impractical.
 Source: Elantas
Source: Elantas
- Dip Impregnation: The stator is submerged in a resin tank, then drained and oven-cured. Suitable for lower-voltage stators and simpler winding geometries.
 Source: Elantas
Source: Elantas
Read more about impregnation technology here.
Or reach out to our technical team to receive validation & advice for your application.
| Contact the technical team. |
3. Why Is Impregnation Recommended for Stator In Wind Power?
3.1. Minimum Weight: A Critical Advantage in Nacelle Design
One of the most underappreciated advantages of impregnation over alternative protection strategies is weight efficiency. In wind turbine engineering, every kilogram added to the nacelle increases structural loads on the tower, main bearing, and foundation – translating directly into higher capital expenditure (CapEx) across the entire project.
 Source: Internet
Source: Internet
Impregnation fills only the actual voids within the winding. Because a properly formulated impregnating resin has low initial viscosity and is applied in thin, uniform films throughout the conductor interstices, the total added mass is a fraction of what full potting or heavy encapsulation compounds would contribute.
Research confirms that advanced impregnation systems can reduce overall size by up to 25% while maintaining equivalent power output – a direct pathway to lighter, more compact nacelle assemblies.
By contrast, potting compounds – which are high-viscosity, heavily filled systems – significantly increase stator assembly weight and are reserved for applications where thermal conductivity requirements cannot be met by impregnation alone (such as high-power-density hairpin stators requiring thermal conductivity above 1.2 W/m·K).
Refer to this article for more detailed information about potting compounds.
For wind power stator assemblies where weight-to-performance ratio is a design constraint, impregnation is the engineering-correct baseline choice.
Struggling to find materials for your nacelle bonding, receive free guidance from our expert.
| Contact the technical team. |
3.2. Comprehensive, Multi-Layer Stator Protection
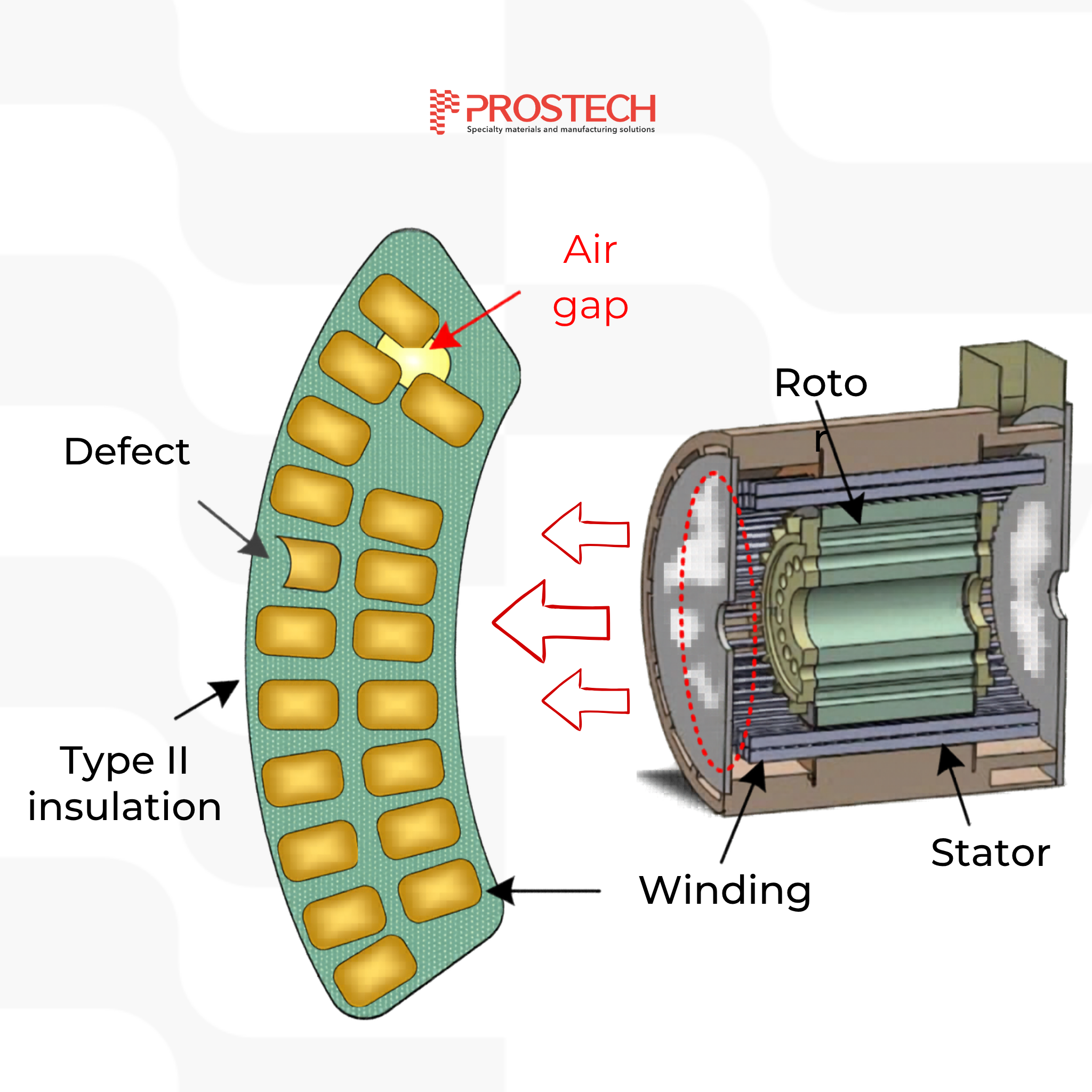
3.2.1. Eliminating the Root Cause of Insulation Failure: Voids
The primary threat to stator longevity is air entrapment within the winding insulation system. (Refer to this article for a comprehensive look at the air entrapment problem.)
When liquid resin fails to displace all air before curing, residual voids remain microscopic pockets with dielectric strength far lower than solid insulation.
Study has shown that insulation-related failures account for more than 56% of generator failures in rotating electrical machines.
 Source: Prostech
Source: Prostech
In the high-voltage environment of wind power generators (typically 690 V – 4,160 V), electrical stress concentrates within these air voids, initiating Partial Discharge (PD) which erodes insulation progressively.
Properly executed Vacuum Pressure Impregnation or Trickle Impregnation – using resins with sufficiently low initial viscosity – eliminates voids by ensuring complete “wetting” of all internal surfaces before gelation. The result is a void-free, monolithic insulation system that suppresses PD activity at its source.
Not sure which one suits your application the best? Let our experts help you.
| Contact the technical team. |
3.2.2. Mechanical Protection Against Vibration and Fatigue
Wind turbine stators are subjected to continuous vibration from mechanical rotation, aerodynamic blade loading, and tower resonance. Without impregnation, individual winding conductors can move within their slots under electromagnetic forces and thermal cycling, leading to insulation abrasion, conductor fatigue, and premature failure.
Cured impregnating resin bonds every conductor to its neighbors and to the slot liner, transforming a mechanically flexible winding into a rigid, unified structure. This eliminates inter-conductor movement and dramatically extends fatigue life – a requirement for the 20+ year operational lifespan that wind power projects demand.
Find the most suitable impregnating resin for your application here.
3.2.3. Environmental Protection in Harsh Nacelle Conditions
Moisture and salinity are considered among primary accelerators of Partial Discharge activity in offshore wind turbine insulation systems.
Source: Cotes
Impregnating resin, once cured, seals all winding capillaries and surface irregularities, forming a continuous barrier against moisture ingress, dust contamination, and chemical attack.
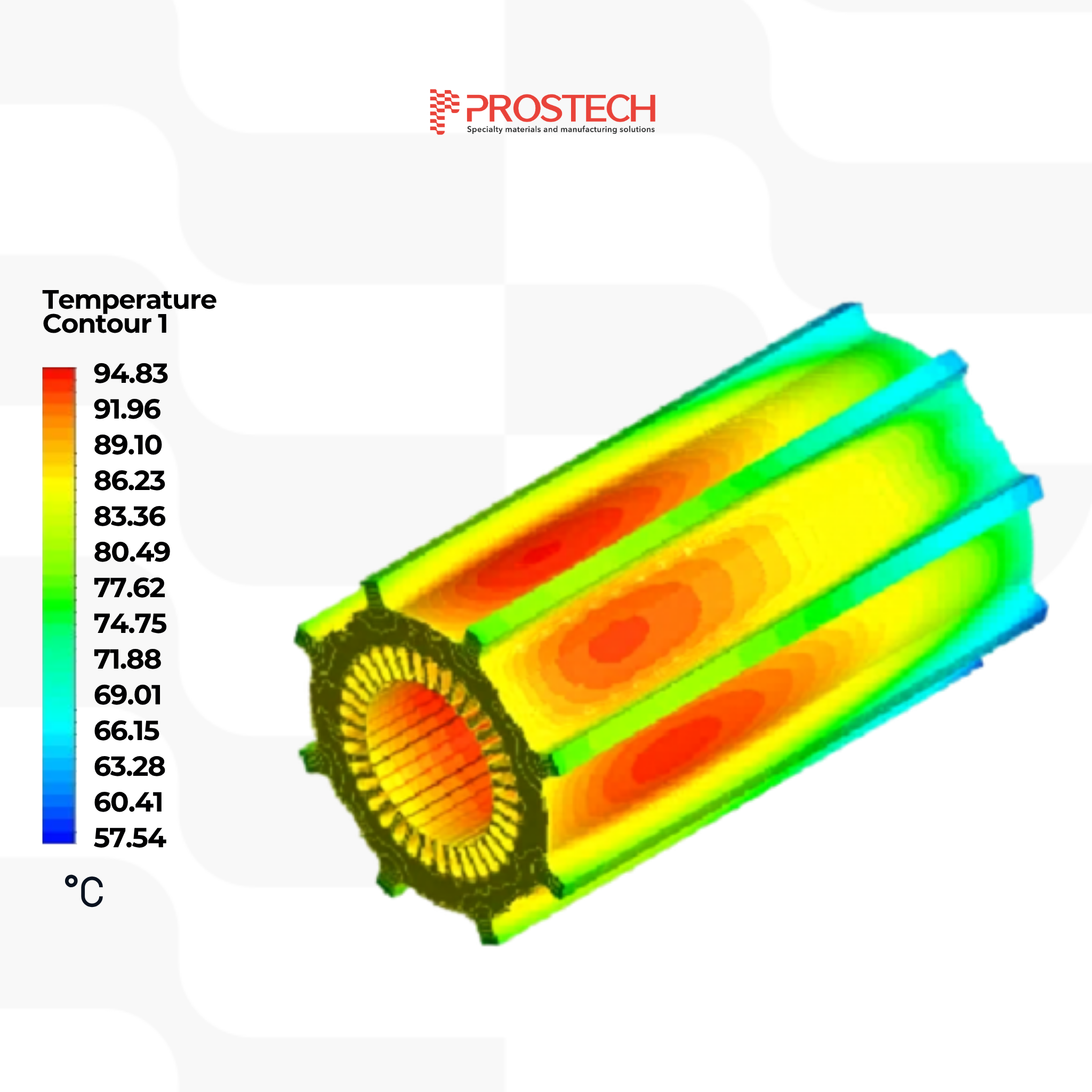
4. Impregnation Significantly Improves Stator Thermal Management
Heat generation is an unavoidable consequence of electrical losses within stator windings.
In a standard unimpregnated stator, the air gaps between copper conductors and between conductors and the lamination core act as thermal insulators – trapping heat at the winding hotspot and accelerating insulation aging.
According to Montsinger’s Law, a 10 °C increase in winding temperature causes a halving of the lifespan of the stator winding insulation.
 Source: Prostech
Source: Prostech
Impregnating resin replaces thermally insulating air voids with a solid medium of higher thermal conductivity. Advanced thermally conductive impregnating resins create a meaningful improvement in equivalent winding thermal conductivity.
Studies by KTH Royal Institute of Technology demonstrate that stators impregnated with high-thermal-conductivity materials achieve hotspot temperatures 34–40% lower than varnish-only stators. (Refer to this article for more details.)
For wind power generator design, superior thermal management through impregnation delivers three major benefits:
- Extended insulation service life through reduced thermal aging
- Higher power density – the same stator frame can deliver more continuous output
- Reduced cooling system demands – contributing to further weight and cost savings at the nacelle level
5. Key Material Properties for Wind Power Stator Impregnation
Selecting the right impregnating resin for wind turbine generators requires matching material properties to the specific operating environment:
| Property | Requirement | Why It Matters |
| Initial Viscosity | Low | Ensures complete void penetration before gel |
| Thermal Conductivity | ≥ 0.25 W/m·K (higher for high-density designs) | Drives heat from winding to core |
| High Thermal Class | > 130 °C (Class F); > 155 °C (Class H) preferred | Maintains mechanical properties at generator operating temperatures |
| Coefficient of Thermal Expansion (CTE) | Matched to copper and lamination steel | Prevents micro-cracking during thermal cycling |
| Dielectric Strength | > 20 kV/mm (cured) | Maintains insulation integrity under high-voltage stress |
| Chemical Resistance | Resistant to humidity, salt, and condensate | Required for offshore and coastal wind environments |
6. Chemical base selection by wind power application zone
- Epoxy: Highest bond strength, dielectric performance, and chemical resistance. Industry standard for medium- and high-voltage wind generator stators.
Product Recommendation: Epoxylite® E 478 Thixo
- Polyester: Cost-effective for lower-voltage distributed-wind stators; excellent vibration absorption.
Product Recommendation: Pedigree® 433-75 VTC ; ISONEL 31 J
7. International Standards for Wind Power Stator Impregnation
Wind power OEMs supplying EU and US markets must demonstrate compliance with the following standards for their impregnation systems:
- IEC 60034-18-1: Functional evaluation of insulation systems for rotating electrical machines – the primary framework for wind generator stator insulation qualification
- UL 94: A UL flammability classification standard that evaluates how plastic materials react to a small open flame under controlled test conditions.
Product Recommendation: Epoxylite® E 478 Thixo


- IEC 60664-1: Insulation coordination for equipment in low-voltage systems – guides engineers in preventing PD-triggering voltage stress concentrations

- RoHS / REACH Compliance: Ensures impregnating resins are free from hazardous substances, aligning with the sustainability mandate of wind energy projects
Product Recommendation: Epoxylite® E 234 Resin, Epoxylite® C 234 Hardener


Source: Internet
8. Conclusion
For wind power manufacturers facing 20-year asset life requirements, impregnation is not an optional process step – it is the engineering foundation that all other reliability strategies are built upon.
The correct outcome – a void-free, monolithic, thermally conductive, and mechanically bonded winding – is achievable only when the right resin chemistry, the right application method, and the right process parameters are aligned.
Struggling in finding the right resin or application method for your wind power stator designs?
We offer end-to-end processes from validation to integrating automated systems, ensuring a 100% void-free bond line in complex wind energy subsystems.