- What is a potting compound?
- Potting vs encapsulation vs conformal coating
- Three core potting chemistries
- Technical comparison: key properties at a glance
- Selection criteria: 7-factor decision framework
- Industry standards and certifications for potting compounds
- Application process and key process parameters
- Common failure modes and troubleshooting
- Application examples by industry
- Prostech potting compounds recommendations by application
- Frequently asked questions
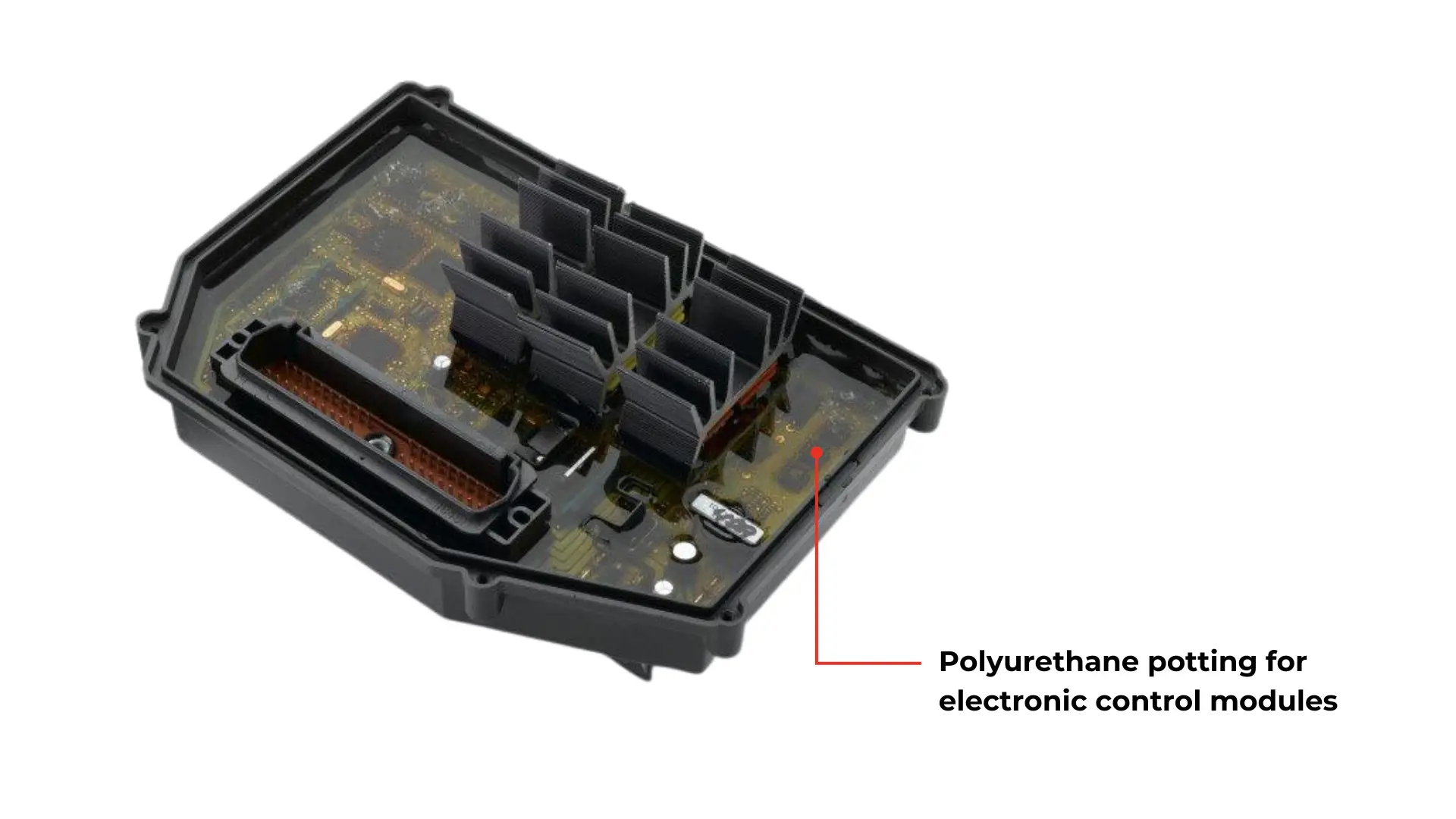
Potting compounds are thermosetting resins used to fully encapsulate electronic assemblies inside a housing, protecting them from moisture, vibration, thermal cycling, and chemical attack. Choosing the wrong compound can lead to cracked encapsulant, delamination, overheating, or premature electrical failure. With options spanning epoxy, silicone, and polyurethane chemistries — each with distinct mechanical, thermal, and electrical properties — selecting the right material requires understanding the specific demands of your application environment.
This guide covers the three core potting chemistries in technical depth, provides verified property data from manufacturer TDS documents, explains the key industry standards, and offers a structured decision framework to help engineers and procurement specialists choose the optimal compound for their application.
What is a potting compound?
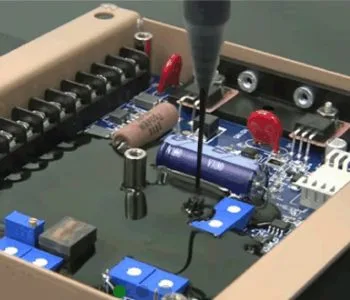
A potting compound is a reactive resin system — typically two-component — poured in liquid form into a housing or mold around an electronic assembly, where it cures to form a solid or semi-rigid encapsulation. The cured material bonds to the substrate, fills all voids, and becomes an integral structural part of the assembly.

The term “potting” derives from the practice of placing a component in a “pot” (housing or shell) and filling it with resin. Once cured, the compound provides:
- Environmental protection — against moisture, humidity, dust, and immersion
- Mechanical protection — against vibration, shock, and impact
- Electrical insulation — preventing arc-over and short circuits, especially in high-voltage assemblies
- Thermal management — dissipating or redistributing heat away from heat-generating components (with thermally conductive grades)
- Chemical resistance — sealing against solvents, cleaning agents, and corrosive atmospheres
- IP protection — opaque or hard compounds obscure proprietary circuit designs
Potting vs encapsulation vs conformal coating
These three protection methods are often used interchangeably but describe distinct processes with different protection levels. For a detailed comparison from a PCB protection perspective, see Prostech’s guide: Basic Guideline to Conformal Coating.
| Characteristic | Conformal coating | Potting / Encapsulation |
|---|---|---|
| Thickness | 25–250 µm | 5–50+ mm (housing-defined) |
| Application method | Spray, dip, brush, selective coat | Pour or dispense into housing |
| Housing required | No | Yes (for potting) |
| Reworkability | Good (acrylic, silicone types) | Poor (epoxy, PU) / Good (silicone) |
| Vibration/shock protection | Low | High |
| Thermal management capability | Limited (thin layer) | High (with TC-filled grades) |
| Typical standards | IPC-CC-830C, MIL-I-46058C | UL 94, UL 1446, A-A-59877 |
Note: The terms “potting” and “encapsulation” are often used interchangeably in industry. Technically, potting refers to filling an existing housing, while encapsulation may involve directly over-molding a component without a separate housing — but both use the same compound chemistries and selection criteria apply equally.
Three core potting chemistries
1. Epoxy potting compounds

Epoxy resins are formed by the reaction of epoxide-group-containing monomers (typically bisphenol A diglycidyl ether, BADGE) with a hardener — typically an amine, anhydride, or polyamine. The crosslinked thermoset network that results is rigid, dimensionally stable, and chemically inert once fully cured.
Key technical properties
- Temperature resistance: continuous service up to 150–180°C depending on formulation and cure schedule; glass transition temperature (Tg) typically 80–130°C for room-temperature-cured systems, increasing with elevated post-cure
- Thermal conductivity: unfilled epoxy ≈ 0.15–0.25 W/m·K; inorganic-filled systems (alumina, silica filler) can reach 0.7–1.2 W/m·K
- Chemical resistance: excellent against acids, alkalis, and many solvents once fully cured
- Volume resistivity: typically 10¹³–10¹⁵ Ω·cm
- Shore hardness: D70–D95 (rigid to very hard after cure)
- Moisture absorption: low, especially in filled systems
Representative product data — Araldite CW 1302 / Aradur HY 1300
| Property | Value | Notes |
|---|---|---|
| Resin viscosity (25°C) | ~10,000 mPa·s | Settles — homogenise before use |
| Pot life (25°C) | ~120 min | Per Huntsman Selector Guide |
| Cure schedule | 48 hrs @ 25°C or 2 hrs @ 60°C | Per Huntsman Selector Guide |
| Thermal conductivity (cured) | 0.88 W/m·K | Per Huntsman product data |
| Shore hardness (cured) | D88 | Per Huntsman product data |
| Temperature class (UL 1446) | Class H (180°C) | UL 1446 |
| Flammability | UL 94 V-0 (6.0 mm) | UL 94 |
| Railway standard | EN 45545-2 R22 HL2 / R23 HL3 | EN 45545-2 |
| Shelf life | 1.5 years @ 2–40°C (sealed) | Per Huntsman product data |
Always refer to the TDS for the specific mix ratio by weight and full cure instructions, as these may vary between regional product versions. Contact Prostech for the applicable TDS.
Strengths and limitations
Epoxy compounds are the preferred choice where rigid, permanent protection and superior chemical resistance are required. They are commonly specified for transformer potting, power electronics, electric motor stators, and explosion-proof assemblies. Their rigidity — an advantage for structural protection — becomes a disadvantage in applications with significant thermal cycling: the high modulus of a fully cured epoxy combined with CTE mismatch relative to substrate materials can cause cracking at interfaces during repeated temperature swings, particularly when cycling below −40°C or approaching the Tg.
Best suited for: transformers, filters, capacitors, power electronics, EV motor stators, explosion-proof electrical equipment, battery module encapsulation.
Avoid when: the assembly will experience wide-amplitude thermal cycling, requires mechanical flexibility, or requires future rework or component repair.
2. Silicone potting compounds
Silicone potting compounds are based on polydimethylsiloxane (PDMS) polymer chains crosslinked via addition cure (platinum-catalysed — the dominant technology for electronics applications) or condensation cure (tin-catalysed). The Si–O backbone confers exceptional thermal stability and low-temperature flexibility: silicone retains elastomeric properties from cryogenic temperatures to above 200°C.

Key technical properties
- Temperature range: −55°C to 200°C continuous (product-dependent); Tg typically −50°C to −60°C
- Flexibility: Shore A 20–70 (elastomeric); does not embrittle at low temperature
- Thermal conductivity: unfilled 0.20–0.35 W/m·K; thermally enhanced grades available with significantly higher conductivity
- Dielectric strength: typically 550+ V/mil
- Volume resistivity: 10¹⁴–10¹⁵ Ω·cm
- Reworkability: excellent — cured silicone can be cut and peeled away without damaging components
- Chemical resistance: good against polar solvents, dilute acids, and alkalis; limited resistance to aromatic hydrocarbons (e.g. toluene, xylene) and certain concentrated solvents
Representative product data — Insulcast RTVS 27 FC
| Property | Value | Test method |
|---|---|---|
| Mixed viscosity (25°C) | 2,900 cPs | ASTM D 1084 |
| Mix ratio (A : B) | 1 : 1 by weight or volume | – |
| Pot life (25°C) | <5 min | – |
| Tack-free time (25°C) | ~30 min | – |
| Cure schedule | 1 hour @ 25°C | – |
| Shore hardness (cured) | A60 | ASTM D 2240 |
| Glass transition temperature (Tg) | −52°C | – |
| Useful temperature range | −55°C to 204°C | – |
| Thermal conductivity | 0.31 W/m·K | ASTM D 5470 |
| Tensile strength | 500 psi / 3.4 MPa | ASTM D 412 |
| Elongation at break | 135% | ASTM D 412 |
| Dielectric strength | 550 V/mil | ASTM D 149 |
| Volume resistivity | 1.0 × 10¹⁵ Ω·cm | ASTM D 257 |
| Dielectric constant (1 kHz) | 3.0 | ASTM D 150 |
| Dissipation factor (1 kHz) | 0.004 | ASTM D 150 |
| Flammability | UL 94 V-0 | UL 94 |
| Shelf life | 12 months @ 25°C | – |
Note: RTVS 27 HTC is the thermally enhanced grade in the same ITW Performance Polymers RTVS 27 series, formulated with higher thermal conductivity for dense power packages requiring efficient heat dissipation.
Cure inhibition — critical process note
Addition-cure silicone (platinum-catalysed) can be inhibited by contact with sulfur-containing materials, tin-catalysed condensation silicone residues, and certain amine-containing materials (including some epoxy hardeners). Surfaces previously in contact with these materials may also inhibit curing. Always perform a patch test on new substrate materials or tooling before committing to full production. This guidance is confirmed in ITW PP Technical Bulletin #3122.
Strengths and limitations
Silicone is the material of choice wherever thermal cycling performance, low-temperature flexibility, and reworkability are priorities. The primary disadvantages are higher cost relative to epoxy and polyurethane, and limited resistance to aromatic hydrocarbons.
Best suited for: LED modules, automotive sensors, outdoor electronics, wearable devices, wireless charger coils, any assembly requiring rework access.
Avoid when: the assembly is exposed to aromatic solvents, or cost is the overriding constraint.
3. Polyurethane (PU) potting compounds
Polyurethane systems are formed by the reaction of a polyol component with an isocyanate hardener. The resulting polymer network is typically less crosslinked than epoxy, yielding a material that is elastomeric to semi-rigid depending on formulation. PU compounds offer a balance of flexibility, good electrical properties, and cost-effectiveness.
Key technical properties
- Temperature range: typically −40°C to 120–130°C; some formulations rated to 150°C
- Flexibility: Shore A 30 to Shore D 60 (adjustable by formulation)
- Moisture sensitivity (uncured): the isocyanate component reacts with atmospheric moisture — strict handling, sealed storage, and dry working conditions are required
- Chemical resistance: moderate; weaker than epoxy against prolonged exposure to strong acids, alkalis, and water immersion
- Adhesion to engineering plastics: good to excellent on PC, ABS, PA
- Cure speed: gel time adjustable from minutes to hours by catalyst level
Representative product — Arathane VBU 6942
Source: Huntsman Advanced Materials Arathane product family (products.huntsman.com)
- Two-component polyurethane potting and encapsulation system
- Room temperature curing
- Good flexibility and impact resistance
- Suitable for electronic components requiring moderate thermal and mechanical protection
For full specifications (viscosity, pot life, Shore hardness, temperature range), download TDS here.
Strengths and limitations
Polyurethane is widely used in applications with moderate temperature requirements where vibration protection and cost-effectiveness are priorities. The main constraints are the reduced thermal ceiling compared to epoxy and silicone, the moisture sensitivity of the uncured isocyanate component, and moderate chemical resistance.
Best suited for: automotive sensors, industrial control panels, consumer electronics, cost-sensitive applications with moderate thermal requirements, assemblies bonding to engineering plastics.
Avoid when: operating temperature exceeds 130°C, the assembly is exposed to strong acids, alkalis, or prolonged water immersion.
Technical comparison: key properties at a glance
The table below compares the three main chemistries across the properties most relevant to electronics potting selection. Values reflect typical ranges for standard commercial systems; thermally enhanced or specialty-formulated grades can perform outside these ranges. Always verify against the specific product TDS for your application.
|  | |
| Epoxy Potting Compounds | Silicone Potting Compounds | Polyurethane (PU) Potting Compounds |
| Property | Epoxy | Silicone | Polyurethane (PU) |
|---|---|---|---|
| Temperature range (continuous) | Up to 150–180°C | −55°C to 200°C | −40°C to 120–130°C |
| Glass transition Tg | 80–130°C (RT-cured) | −52 to −60°C (elastomeric below Tg) | Typically −20 to −40°C |
| Thermal conductivity (standard unfilled) | 0.15–0.25 W/m·K | 0.20–0.35 W/m·K | 0.15–0.25 W/m·K |
| Thermal conductivity (TC-filled grades) | Up to ~1.2 W/m·K | Available (product-specific) | Limited availability |
| Shore hardness (cured) | D70–D95 (rigid) | A20–A70 (elastomeric) | A30–D60 (flexible–semi-rigid) |
| Chemical resistance (cured) | Excellent (broad spectrum) | Good (limited vs. aromatics) | Moderate |
| Thermal shock resistance | Fair (rigid, can crack) | Excellent | Good |
| Volume resistivity | 10¹³–10¹⁵ Ω·cm | 10¹⁴–10¹⁵ Ω·cm | 10¹²–10¹⁴ Ω·cm |
| Reworkability | Poor (permanent) | Excellent (cuttable) | Poor |
| Adhesion to metals | Excellent | Good (primer recommended) | Good |
| Adhesion to engineering plastics (PC/ABS/PA) | Moderate | Fair | Good–Excellent |
| Relative cost | Medium | High | Low–Medium |
| UL 94 V-0 available | Yes | Yes | Yes |
| Moisture sensitivity (uncured) | Low | Low (addition-cure) | High (isocyanate reacts with moisture) |
Selection criteria: 7-factor decision framework
No single chemistry is universally optimal. Use the following factors systematically when specifying a potting compound:
1. Operating temperature range
Establish the minimum and maximum operating temperatures, including transient thermal events. If the assembly must survive below −40°C, silicone is typically required — standard epoxy becomes brittle approaching cryogenic temperatures. If continuous operation above 150°C is required, epoxy systems with appropriate post-cure (e.g. Class H UL 1446 systems) or high-temperature silicone formulations are the candidates.
2. Thermal cycling severity
Applications involving frequent, wide-amplitude thermal cycles (e.g. automotive engine bay, outdoor telecommunications, EV battery thermal management) require materials with low elastic modulus and good CTE compatibility with the substrate. Silicone and flexible polyurethane outperform rigid epoxy here. Assess the delta-T (temperature swing) and cycle frequency — note that high-Tg rigid epoxy can cause solder joint fatigue on surface-mount assemblies through CTE-mismatch stress if used without careful formulation selection.
3. Thermal management requirements
For heat-generating assemblies (power electronics, inverters, motor stators), thermal conductivity of the potting compound is critical. Standard unfilled compounds (0.15–0.35 W/m·K across all chemistries) may be insufficient for high power density designs. Specify thermally conductive grades — filled epoxy systems can exceed 0.8 W/m·K, as demonstrated by Araldite CW 1302/HY 1300 at 0.88 W/m·K. Evaluate in conjunction with the assembly’s overall thermal path design.
4. Chemical and environmental exposure
Define the chemicals the assembly will contact in service. Epoxy provides the broadest chemical resistance after full cure. Silicone has good resistance to polar solvents, dilute acids, and alkalis, but limited resistance to aromatic hydrocarbons (toluene, xylene) and some concentrated solvents. Polyurethane is vulnerable to prolonged water exposure and strong alkalis. When the specific chemical environment is aggressive and not fully characterised, immersion testing on coupon samples before full design commitment is strongly recommended.
5. Substrate material and geometry
Substrate type determines adhesion compatibility:
| Substrate type | Recommended chemistry | Note |
|---|---|---|
| Metals (Al, Cu, steel) | Epoxy, PU | Epoxy bonds directly and strongly; clean surface required |
| Engineering plastics (PC, ABS, PA) | PU, Epoxy | PU preferred for softer plastics; verify CTE compatibility |
| Silicone-based substrates | Silicone (addition-cure) | Only silicone bonds reliably to cured silicone substrates |
| Ceramics and glass | Silicone, Epoxy | Silicone accommodates CTE mismatch; epoxy requires compatible primer |
| PCB (FR4, Rogers laminates) | Epoxy, Silicone, PU | All compatible; choice driven by other application factors |
6. Reworkability and repairability
If field repair or component replacement is anticipated, silicone is the only practical choice: it can be cut away mechanically without damaging the PCB or components. Epoxy and polyurethane compounds are permanent once cured — design for component-level replacement rather than attempting compound removal.
7. Regulatory and flammability requirements
Confirm which standards apply to your end application before selecting a compound:
- Consumer electronics and appliances: UL 94 V-0 within the vertical burn series typically required
- Rotating equipment (motors, generators, transformers): UL 1446 thermal class must match the insulation system temperature class
- Railway equipment: EN 45545-2 (fire, smoke, toxicity requirements)
- Military electronics (US): A-A-59877 (supersedes MIL-I-16923H since 2010; covers epoxy-based compounds)
- Medical devices: ISO 10993 biocompatibility assessment may be required for patient-contact applications
Industry standards and certifications for potting compounds
| Standard | Scope | Key requirement for potting applications |
|---|---|---|
| UL 94 V-0 | Flammability of plastic materials — vertical burn series | Self-extinguishing within 10 sec per flame application; no flaming drips igniting cotton; highest rating within the V-series |
| UL 1446 | Insulation systems for rotating electrical equipment | Thermal class: B (130°C), F (155°C), H (180°C), C (>180°C) — compound must be qualified as part of the complete insulation system |
| A-A-59877 | US commercial item description for epoxy potting compounds (supersedes MIL-I-16923H, cancelled 2010) | Epoxy-only compounds for military electronics embedding/encapsulating; refer to current version for grade requirements |
| EN 45545-2 | Fire protection on railway vehicles | HL1 / HL2 / HL3 hazard levels; R22 and R23 requirements apply to power electronics encapsulation materials |
| IEC 60068 | Environmental testing (temperature cycling, damp heat, vibration, shock) | Protocol for qualifying potted assembly performance before final material approval |
| ASTM D 149 | Dielectric breakdown voltage of solid electrical insulating materials | Dielectric strength measurement (V/mil or kV/mm) for electrical insulation qualification |
| ASTM D 2240 | Rubber durometer hardness (Shore A/D) | Hardness verification of cured potting compound |
| ASTM D 5470 | Thermal impedance of thermally conductive electrical insulation materials | Thermal conductivity measurement for TC-grade compounds |
Application process and key process parameters
Even a correctly specified compound will underperform if applied incorrectly. The following parameters are critical to consistent output quality:
1. Surface preparation
All substrates must be clean and dry. Remove flux residues, release agents, mold-release coatings, and fingerprints. Isopropyl alcohol (IPA) wipe followed by brief drying is standard for metals and PCBs. For silicone adhesion to non-silicone substrates, apply the manufacturer-recommended silicone primer and allow it to flash off fully before potting. Skipping this step is a common cause of delamination failures. See how to prepare surface for industrial manufacturing properly here.
2. Pre-mixing individual components and degassing
For two-component systems containing fillers — including epoxy compounds such as Araldite CW 1302, which contains inorganic fillers that settle over time — re-homogenise each component thoroughly in its original container before withdrawing material. This is specified in the Huntsman TDS for CW 1302/HY 1300. Measure mix ratio by weight using calibrated scales. Mix thoroughly, scraping container bottom and sides. Vacuum degassing at ~0.98 bar (29 in.Hg) for 3–5 minutes removes entrapped air that would otherwise create voids in the cured compound, as recommended in the ITW PP Technical Bulletin #3122 for RTVS silicones.
3. Pot life and working time
Work within the stated pot life. For fast-gelling silicones (e.g. RTVS 27 FC, pot life <5 min at 25°C), pour immediately after mixing. For epoxy systems with longer pot lives, complete degassing before the pot life is consumed. Temperature has a significant effect: as described by the Arrhenius relationship, every 10°C rise in temperature roughly halves the working time of reactive two-component systems — this means pot life is substantially shorter in warm production environments than the datasheet value measured at 23°C.
4. Cure schedule
Room temperature cure is adequate for most silicone and polyurethane systems. For epoxy compounds requiring full property development — particularly Tg achievement and electrical insulation class — a post-cure step is mandatory. The Araldite CW 1302/HY 1300 system, for example, requires either 48 hours at 25°C or 2 hours at 60°C for full cure development, and develops its UL 1446 Class H insulation rating only after this cycle is completed. Do not test or load assemblies before full cure.
5. Dispensing and void prevention
Pour from a single point and allow the compound to self-level and flow around components to displace air. Tilting the assembly during pour assists flow around dense component packages. For critical applications or geometries with fine gaps and blind holes, vacuum-assisted fill or pressure potting eliminates residual voids that standard atmospheric dispensing cannot reach.
Common failure modes and troubleshooting
| Failure mode | Likely cause | Corrective action |
|---|---|---|
| Compound does not cure / remains tacky | Incorrect mix ratio; platinum inhibition (addition-cure silicone); substrate contamination | Verify ratio by weight; conduct patch test on substrates; check for sulfur, tin, or amine contamination sources near silicone |
| Cracking after thermal cycling | CTE mismatch between compound and substrate; operating temperature approaching or exceeding Tg; overly rigid compound for application | Switch to more flexible chemistry (silicone or flexible PU); review compound Tg relative to operating temperature range |
| Delamination from substrate | Contaminated surface before potting; primer not applied or not fully cured; chemistry-substrate mismatch | Improve surface preparation; use manufacturer-recommended primer; verify adhesion with peel test before production |
| Voids and bubbles in cured compound | Insufficient degassing; pour rate too fast; air trapped in blind holes or under components | Vacuum degas after mixing; pour slowly from single point; tilt assembly during pour; use vacuum-assisted fill for complex geometries |
| Exotherm damage to components | Large pour volume with fast-curing or high-exotherm epoxy; excess catalyst level | Use lower-exotherm hardener system; split large pours into staged partial fills; use wide shallow containers to dissipate heat |
| Moisture ingress after potting | Incomplete cure; voids at compound-component interface; micro-cracks from thermal stress | Verify full cure per TDS schedule; improve degassing; address thermal cycling stress with more flexible compound |
| Yellowing or discoloration (optical applications) | UV exposure; high-temperature ageing degrading standard PDMS silicone; phenyl-group silicone formulation may be needed | Specify UV-stable or phenyl-modified silicone grade for optical or UV-exposed applications |
Application examples by industry
E-mobility and EV
- Electric motor stator potting — thermally conductive epoxy (e.g. Class H systems for winding protection); see E-motor potting guide on Prostech
- On-board charger (OBC) and inverter module potting — thermally conductive silicone or epoxy depending on thermal cycling requirements
- EV battery connector and sensor potting — silicone or PU (flexibility, low-temperature performance)
- LED headlight module potting — silicone (wide temperature range, reworkable for field service)

Renewable energy
- Solar inverter PCB potting — silicone or epoxy (outdoor operation, thermal cycling)
- PV junction box potting — thermally stable epoxy or silicone; UL 94 V-0 typically required
- Wind turbine power electronics — epoxy (structural, EN 45545-2 if railway-adjacent)

Industrial electronics and power
- Distribution transformer and inductor potting — Araldite CW 1302/HY 1300 or equivalent Class H epoxy system
- Power supply PCB potting — epoxy or PU depending on voltage class and rework requirement
- 5G base station electronics — silicone (wide operating temperature, reworkable)

Consumer electronics and IoT
- Smart ring and wearable sensor potting — silicone (flexibility, potential biocompatibility); see Smart ring potting guide on Prostech
- Wireless charger coil potting — silicone (thermal stability during charging cycles)
- Washing machine PCB potting — thermally conductive silicone or epoxy; see PCB potting for washing machines

Railway electronics
- Power module potting for rail applications — EN 45545-2-certified epoxy systems; see LPM vs Potting for Railway PCB Protection
Prostech potting compounds recommendations by application
Prostech is an authorised distributor of potting compounds from ITW Performance Polymers (Insulcast), Huntsman Advanced Materials (Araldite, Arathane), Everwide, and many more global brands. Contact us to receive technical consultation and find the most suitable potting compounds for your applications!
→ View the complete potting and encapsulant product catalogue on Prostech
Frequently asked questions
What is a potting compound?
A potting compound is a thermosetting resin — typically two-component — poured into a housing or mold around electronic components, where it cures to form a solid or flexible encapsulation. It protects components from moisture, vibration, chemical exposure, and thermal stress while providing electrical insulation.
What is the difference between potting and encapsulation?
Potting fills the entire cavity of an existing housing or enclosure around the component. Encapsulation in a stricter sense refers to directly over-molding or coating a component without a separate housing. In practice, the two terms are used interchangeably in the electronics industry — the same compound chemistries and selection criteria apply to both processes.
What is the difference between potting compound and conformal coating?
Conformal coatings are thin films (25–250 µm) applied by spraying or dipping to protect PCB surfaces, leaving the board accessible for inspection and repair. Potting compounds fill an entire cavity to millimeters or centimeters of depth, providing much greater protection against mechanical shock, vibration, and chemical ingress, but making the assembly non-reworkable (except with silicone). Potting also enables active thermal management via thermally conductive compounds.
Which potting compound has the best thermal conductivity?
Among the products available from Prostech, thermally enhanced epoxy systems provide the highest verified conductivity — Araldite CW 1302/HY 1300 achieves 0.88 W/m·K per Huntsman product data. Filled silicone grades (e.g. Insulcast RTVS 27 HTC, RTVS 8128) are also available for thermal management requirements. Standard unfilled compounds across all chemistries typically provide 0.15–0.35 W/m·K. For the highest power density applications, specify thermally conductive grades and confirm values from the product TDS.
Can potting compound be removed after curing?
Silicone potting compounds are the most reworkable and can be cut and peeled away mechanically for component repair. Standard epoxy and polyurethane compounds are permanent once cured and cannot be removed without significant risk of component damage.
What UL and military standards apply to potting compounds?
UL 94 governs flammability classification (V-0 is the highest rating within the vertical burn series, requiring self-extinguishing within 10 seconds per flame application with no flaming drips). UL 1446 covers insulation systems for rotating equipment with temperature class ratings (Class H = 180°C). For US military electronics potting, the applicable commercial item description is A-A-59877, which superseded MIL-I-16923H in September 2010 — this specification covers epoxy-based compounds only.
How long does a potting compound take to cure?
Cure time depends on chemistry and temperature. The Insulcast RTVS 27 FC silicone (per ITW PP Technical Bulletin #3122) reaches tack-free state in approximately 30 minutes at 25°C and achieves full cure in 1 hour at room temperature. The Araldite CW 1302/HY 1300 epoxy system (per Huntsman Selector Guide) requires either 48 hours at 25°C or 2 hours at 60°C for full property development. Polyurethane systems gel within minutes to hours depending on catalyst level. Always follow the specific product TDS and do not shorten the cure schedule.
Prostech’s technical team is available to assist with compound selection, compatibility assessment, and process optimisation for your specific application. We supply products from globally recognised manufacturers including ITW Performance Polymers (Insulcast), Huntsman Advanced Materials (Araldite, Arathane), Tonsan, and Everwide, and can provide TDS, MSDS, and samples on request.
Contact us for technical consultation and sample requests.
With many years of experience in the industrial material, Prostech is ready to assist customers in selecting the right potting compound and providing integrated solutions for production lines to optimize manufacturing efficiency. Contact us for free consultation!