- 1. Operating Environment and Regulatory Context in the Rail Industry
- 2. Potting for PCB Protection in Railway
- 3. Low Pressure Molding (LPM) for PCB Protection in Railway
- 4. Comparison of Potting and Low Pressure Molding (LPM)
- 5. Application-Specific Guidance for Railway Electronics
- 6. Low Pressure Molding vs. Potting for PCB Protection: Selection Framework
- 7. Conclusion
Engineers in the railway sector must choose between two established encapsulation technologies: conventional Potting and Low Pressure Molding (LPM) for PCB protection in railway. Each method carries a distinct set of engineering trade-offs. This article presents a technically grounded comparison to support informed selection decisions.

Source: Prostech
1. Operating Environment and Regulatory Context in the Rail Industry
Before comparing technologies, it is important to establish the environmental requirements that drive material and process selection.
EN 50155 defines temperature classes for railway electronics ranging from T1 (−25 °C to +70 °C) to T6 (−40 °C to +85 °C). Most rolling-stock electronics are qualified to class T3 or higher.
Beyond temperature, EN 50155 addresses vibration profiles, humidity, altitude, and EMC – all of which affect how encapsulation materials perform over a service life often exceeding 30 years.
Complementary standards also apply:
- EN 45545 governs fire performance (smoke, flame, toxicity) and directly constrains material selection for both potting compounds and LPM polymers.
- IEC 60529 defines the IP rating system used to specify ingress protection requirements.
Understanding these requirements is the prerequisite for any engineers to choose between Low Pressure Molding (LPM) and Potting for PCB Protection in Railway.
2. Potting for PCB Protection in Railway
2.1 Process Overview
Potting involves placing an electronic assembly inside a housing – typically a plastic or metal enclosure – and filling the void with a liquid resin system. Refer to this article for a comprehensive look at potting.

Source: Prostech
Some most common potting compounds are:
- Polyurethane (PU): Good flexibility, moderate temperature resistance, widely used for connector sealing and sensor protection.
- Epoxy: High mechanical strength, excellent chemical resistance, elevated temperature performance; however, inherently rigid after cure.
- Silicone: Outstanding thermal stability (typically −60 °C to +200 °C), low modulus, but higher cost and weaker adhesion to most substrates.

Source: Prostech
Refer to this article for a closer look at potting compounds and how to choose them properly.
Most production-grade potting systems are two-component (2K), requiring precise metering and mixing equipment to achieve correct stoichiometry.
Seek for technical advice for a suitable potting resin, feel free to reach out to our experts.
| Reach out to our experts |
Or refer to this for recommendation of high quality mixing equipment.
2.2 Engineering Advantages
Thermal management: Thermally conductive potting compounds (filled with alumina, boron nitride, or similar fillers) can achieve conductivities of 0.5–3.0 W/m·K, providing a significant heat dissipation pathway for power electronics. This is a genuine structural advantage of potting that LPM cannot replicate.
Scalability to large assemblies: Potting is well-suited to large or geometrically irregular cavities where tooling a closed mold would be cost-prohibitive. For assemblies exceeding roughly 200–300 cm³, potting often remains the more economical encapsulation route.
Low tooling investment: No custom mold is required. A simple housing or tray suffices, making potting accessible for low-volume production, prototyping, and field repair.
Established qualification history: Potting compounds with railway-specific approvals (EN 45545, UL 94 V-0) are commercially available from multiple qualified suppliers, and their long-term performance in service is well-documented.

Source: Prostech
Chemical resistance: Depending on the resin chemistry, cured potting compounds provide robust resistance to hydraulic fluids, fuels, and cleaning solvents common in rail maintenance environments.
2.3 Engineering Limitations
Volumetric shrinkage: Rigid thermoset resins shrink during cure, generating internal mechanical stresses. For epoxy, linear shrinkage is typically 1–5%, depending on formulation. This can impose stress concentrations on solder joints and component bodies, which is a concern in vibration-intensive environments. Flexible PU and silicone formulations reduce but do not eliminate this effect.
Irreversibility: Cured potting compounds – especially epoxy – are not reworkable. Failure analysis or component replacement requires destructive decapsulation, which has cost and reliability implications.
Process cycle time: Two-component systems require mixing, degassing, dispensing, and cure (which may range from several hours at room temperature to 30–60 minutes in a convection oven). This increases work-in-progress (WIP) inventory and floor space requirements compared to LPM.
Weight contribution: The potting compound itself, combined with the required outer housing, adds mass. The magnitude depends heavily on assembly geometry and material density; it should be calculated on a case-by-case basis rather than generalized.
3. Low Pressure Molding (LPM) for PCB Protection in Railway
3.1 Process Overview
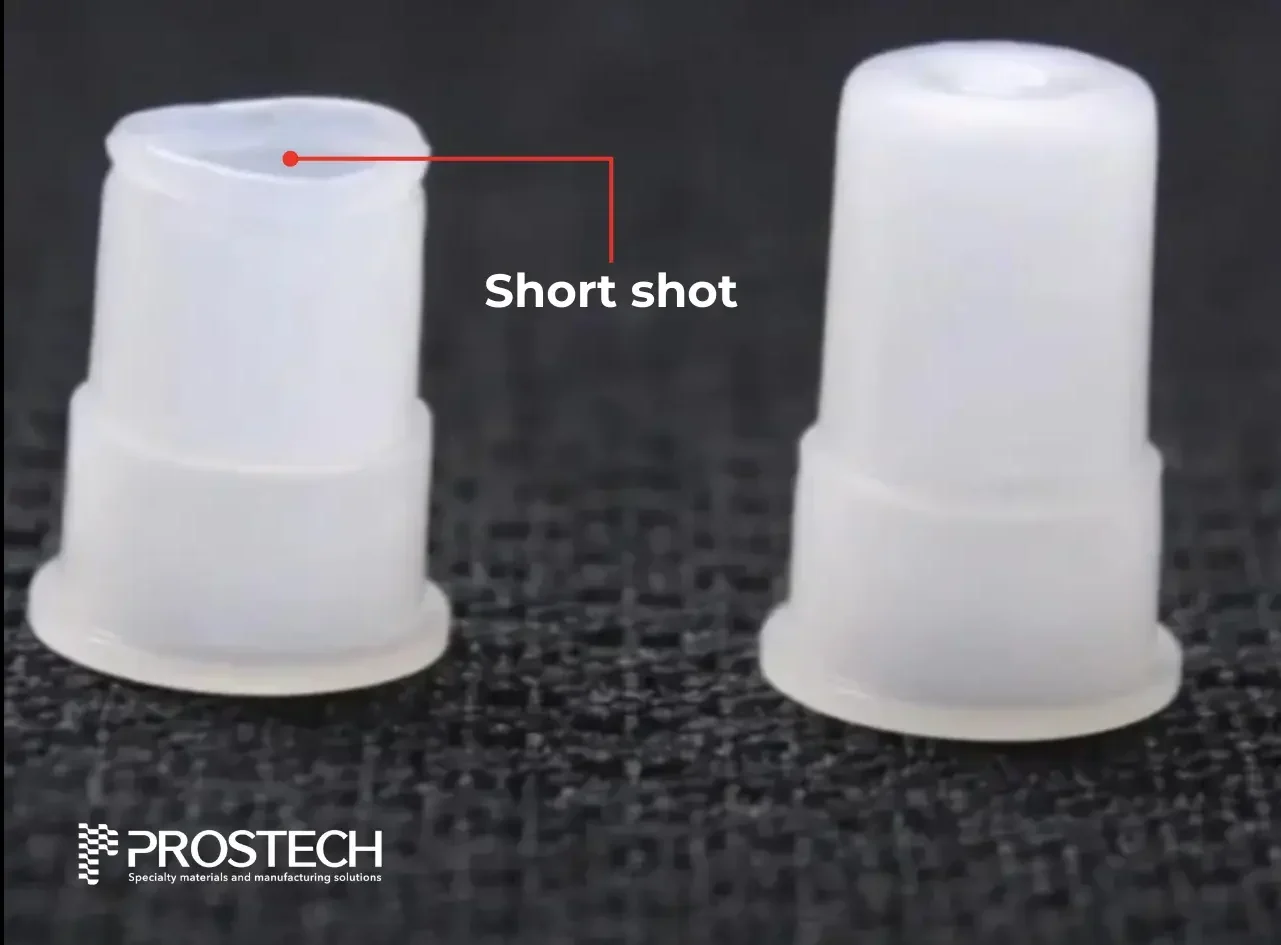
Low Pressure Molding uses a single-component thermoplastic hot melt adhesive – most commonly a polyamide (PA) – which is melted to a working temperature typically between 180 °C and 230 °C and injected into a closed mold cavity at low pressure, generally in the range of 2 to 40 bar. The material solidifies by cooling, with cycle times typically between 15 and 60 seconds for small-to-medium assemblies.
The process is fundamentally a physical phase change (solid → liquid → solid), not a chemical reaction, which distinguishes it from potting.
3.2 Engineering Advantages
Elimination of housing: Because the thermoplastic material forms a self-supporting structural shell upon cooling, it can eliminate the separate outer housing required in potting – reducing part count and, in appropriately designed applications, overall assembly weight and envelope. The magnitude of this reduction is application-specific.
Short cycle times: The absence of chemical curing reactions reduces cycle time to seconds rather than hours. This improves throughput and reduces WIP inventory, which has measurable lean manufacturing benefits.
Low injection stress on components: Injection pressures of 2–40 bar are significantly lower than those used in conventional thermoplastic injection molding (typically 500–2,000 bar). This makes LPM suitable for encapsulating assembled PCBs, fragile components, and glass-bodied sensors without causing mechanical damage — provided the mold and process parameters are correctly engineered.
Prevention of heat soak: Though polyamide melt temperatures reach 180°C–230°C, the Mold Chill Effect – facilitated by high-thermal-conductivity aluminum molds – instantly dissipates thermal energy. This ensures the interface temperature at the component level remains safely between 60°C–70°C during the brief injection cycle, protecting sensitive components like batteries and sensors from degradation.
Reworkability: Thermoplastic material can, in principle, be remelted for component rework or failure analysis, which is not feasible with thermoset potting.
IP67/IP68 performance: Properly designed LPM assemblies consistently achieve IP67 and IP68 ratings in accordance with IEC 60529, due to the conforming, void-free encapsulation that hot melt polyamides provide when process parameters are optimized.

Source: Prostech
3.3 Engineering Limitations
Thermal exposure during encapsulation: The melt temperature of 180–230 °C is applied directly to the assembly during injection. While cycle times are short, this represents a thermal input that must be evaluated against the temperature ratings of all components and materials in the assembly. Component placement, mold thermal management, and injection sequence all influence peak component temperature.
Tooling cost and lead time: LPM requires a precision-machined, closed mold cavity designed to the exact geometry of the assembly. For aluminum tooling, this represents an upfront investment that must be amortized over production volume. For low-volume or geometrically variable assemblies, this tooling cost can outweigh the process efficiency advantages.
Material cost: Polyamide hot melt adhesives have a higher unit material cost than standard two-component polyurethane or epoxy systems. This must be factored into total cost-of-ownership analysis alongside the savings in cycle time and eliminated housing. (Here is a full guidance on how to choose low pressure molding materials properly.)
Limited scalability to large assemblies: LPM is most cost-effective for small-to-medium assemblies (typically below approximately 200 cm³). For large PCB assemblies or enclosures, the mold cost, material volume, and injection parameters become increasingly challenging.
Lower thermal conductivity: Standard polyamide hot melts have thermal conductivities in the range of 0.2–0.3 W/m·K, significantly lower than thermally filled potting compounds. For power electronics where heat dissipation is critical, LPM may not be an appropriate solution without supplementary thermal management measures. (Refer to this article to leverage your thermal management.)
Limited chemical resistance: Hot melt polyamides generally have lower resistance to hydraulic fluids, strong solvents, and aggressive cleaning agents compared to cured epoxy systems. This must be verified against the specific chemical exposure profile of the application.
4. Comparison of Potting and Low Pressure Molding (LPM)
Parameter | Potting (PU/Epoxy/Silicone) | Low Pressure Molding (Polyamide) |
Process type | Chemical cure (thermoset) or room-temperature cure | Physical cooling (thermoplastic) |
Injection / fill pressure | Gravity or low-pressure dispensing | 2–40 bar |
Cycle time | Hours (room temp) / 30–60 min (oven cure) | 15–60 seconds |
Tooling requirement | Housing/tray (low cost) | Precision closed mold (moderate cost) |
Component thermal stress | Exothermic risk (esp. epoxy); shrinkage stress | Melt temperature exposure (180–230 °C) |
Reworkability | Not feasible (thermoset) | Possible (thermoplastic) |
Thermal conductivity | Up to 3.0 W/m·K (filled grades) | ~0.2–0.3 W/m·K |
IP68 capability | Yes (with appropriate resin and housing) | Yes (with optimized process) |
Suitability for large assemblies | High | Limited |
EN 45545 compliant grades available | Yes (from multiple suppliers) | Yes (from qualified suppliers) |
Unit material cost | Lower (PU/epoxy) | Higher (polyamide hot melt) |
Scalability (high volume) | Moderate | High (once tooled) |
5. Application-Specific Guidance for Railway Electronics
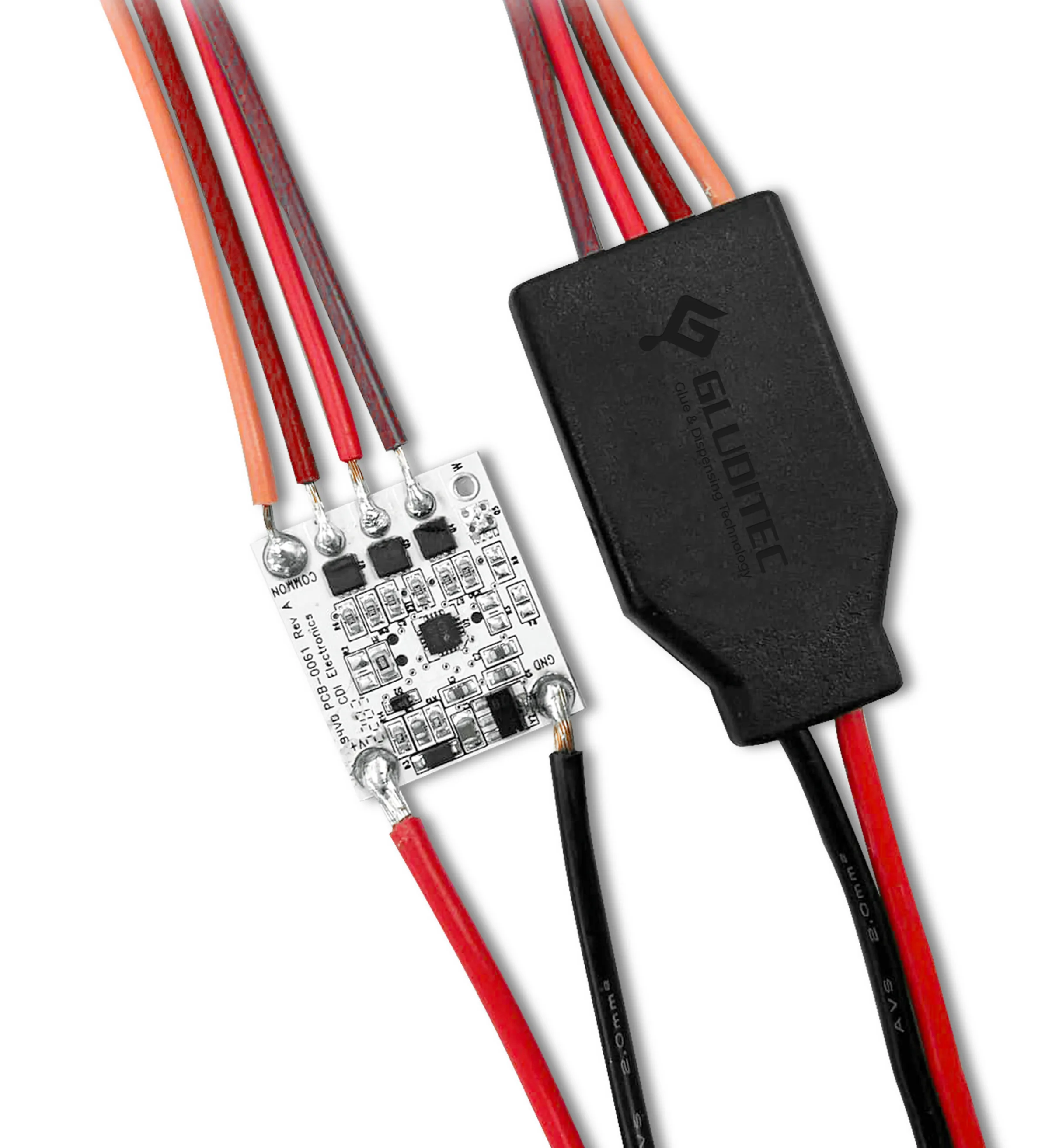
5.1 Cable Harnesses and Overmolded Connectors
LPM is well-established for overmolding cable exits, strain relief, and connector seals on wire harnesses. The short cycle time and ability to encapsulate without a housing make it efficient for high-volume connector production.
Product Recommendation: Thermelt® TH 858; HM3303
Potting remains appropriate where connector geometry is too variable for economical tooling.

Source: Prostech
5.2 Bogie and Axle Sensors
Sensors in bogie-mounted positions face high-G vibration, shock, and ingress from water and lubricants. Both LPM (with flexible polyamide grades) and flexible polyurethane potting can deliver adequate vibration damping and IP68 protection. The selection should be driven by production volume, assembly geometry, and thermal dissipation requirements.

Source: Prostech
Product Recommendation: Thermelt® TH 865
5.3 Control and Signal Processing PCBs
For boards with power components requiring thermal management, a thermally conductive potting compound is often the more appropriate solution. For signal-level boards with high component density and tight space envelopes, LPM may offer advantages in weight and footprint where volumes justify tooling investment.
Product Recommendation: Thermelt 858; Thermelt® TH 868
5.4 Trackside and Outdoor Signaling Equipment
RFID balises and outdoor communication PCBs benefit from UV-stable encapsulation. Both UV-stabilized epoxy potting and UV-resistant LPM polyamide grades are available; material selection should be driven by thermal cycling range, chemical environment, and service life requirements.

Source: Prostech
Product Recommendation: Thermelt 858; Thermelt® TH 868
6. Low Pressure Molding vs. Potting for PCB Protection: Selection Framework
Neither technology is universally superior. The optimal choice depends on a structured evaluation of the following parameters:
- Production Volume: LPM offers stronger economics at high volumes once tooling is amortized; potting is preferable for low-volume or prototype applications.
- Assembly Geometry and Size: LPM is most suited to compact, repeatable geometries; potting handles irregular or large volumes more economically.
- Thermal Dissipation Requirements: If the assembly generates significant heat in operation, thermally conductive potting compounds should be the baseline.
- Component Thermal Sensitivity: Assemblies with components sensitive to short-duration elevated temperatures require careful process engineering if LPM is selected.
- Chemical Environment: Verify compatibility of the encapsulant with all chemicals present in the service environment.
- Rework and Serviceability: If field repair or component-level rework is required, LPM’s thermoplastic nature offers an advantage.
- Fire Performance Requirements: Both technologies offer EN 45545-compliant grades; confirm specific hazard level (HL1/HL2/HL3) requirements for the application.
7. Conclusion
Potting and Low Pressure Molding are both mature, engineering-validated technologies capable of meeting the ingress protection, vibration, and thermal cycling requirements imposed by EN 50155.
Choosing Low Pressure Molding or Potting for PCB Protection is not a question of which is categorically superior, but of which best fits the specific engineering and economic constraints of a given application.
LPM offers compelling advantages in cycle time, part integration, and process repeatability for high-volume, compact assemblies. Potting remains the more flexible and economical solution for thermally demanding assemblies, large enclosures, low-volume production, and applications requiring high chemical resistance.

Source: Prostech
For B2B clients in railway manufacturing, Prostech is your end-to-end engineering partner.
- Expert Material Selection: We offer high-performance polyamides specifically formulated to meet the strict thermal and flame-retardant requirements of the Rail Industry.
- Custom Mold Design: Our engineering team manufactures high-precision, low-cost aluminum molds tailored to the exact geometry of your PCBs and connectors.
- Scalable Equipment Integration: We provide robust LPM machines – from compact tabletop units to fully automated, inline systems for high-volume railway manufacturing.
Stop letting slow curing times and excess weight derail your production efficiency. Upgrade your circuit board protection strategy today.
Contact Prostech to schedule a technical consultation and discover how Low Pressure Molding can revolutionize your assembly line.