Why This Guide Exists
Vietnam has become one of the world’s most significant manufacturing hubs for consumer electronics. Smartphones, TWS earbuds, smartwatches, fitness trackers, laptops, and IoT devices — assembled in factories across Hanoi, Bắc Ninh, Thái Nguyên, Bình Dương, and beyond — end up in the hands of billions of users worldwide.
The engineers running NPI and process engineering at those facilities face a consistent set of adhesive challenges that the standard product TDS doesn’t fully answer: Which SKU for this specific joint? What dispensing method fits this component geometry? How do we meet IP sealing requirements without a separate sealant step? What happens when the cure oven can’t go above 80°C because there’s a battery already in the assembly?
This guide maps the 3M Scotch-Weld 6100 Series to the actual bonding challenges inside consumer IoT devices — use case by use case — based on application profiles developed and validated by 3M and supported by Prostech’s Application Engineering team in Vietnam.
The Core Decision Before You Start: 6101 Off-White vs. 6100LV
Before going use-case by use-case, it’s worth establishing the primary selection logic. The wrong viscosity grade creates process problems that no parameter optimization will fix.
| Question | If YES → | If NO → |
|---|---|---|
| Do you need adhesive to stay exactly where placed — non-sag, no flow after dispense? | 6101 Off-White (thixotropic, 30,000 cps) | Consider 6100LV |
| Do you need adhesive to wick into a pre-assembled gap by capillary action? | 6100LV (~1,000–1,500 cps) | 6101 is preferred |
| Does your bond area require UV-light inspection post-dispense for QC? | 6101 Off-White (has UV tracer) | Either works |
| Is water resistance / IP sealing a primary requirement for the joint? | 6100LV (validated to 2.5 m depth) | Either works |
| Is your dispensing method jetting with a tight nozzle (orifice ≤200 µm)? | 6101 or 6100LV (both validated for jetting) | Either works |
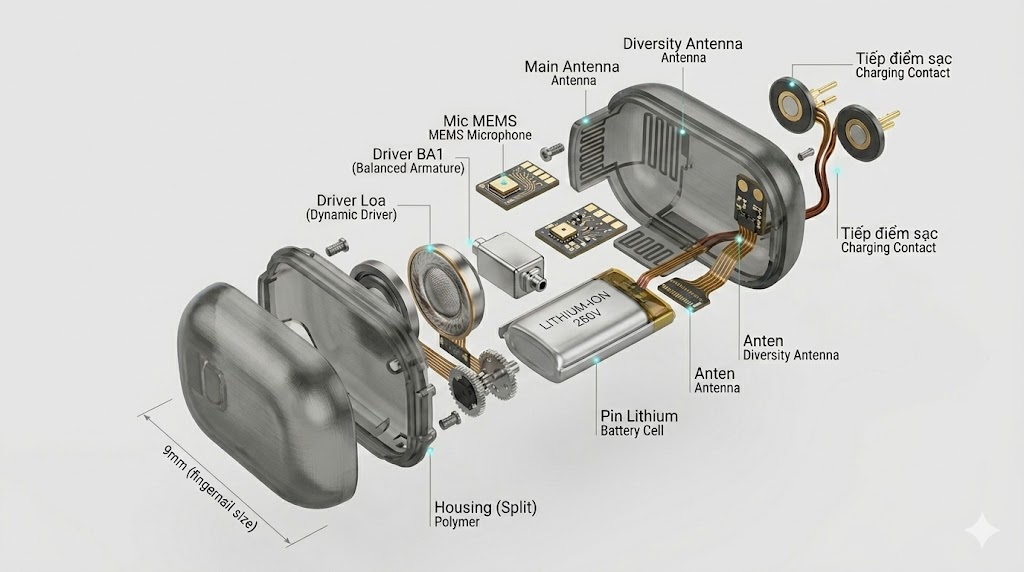
The challenge: TWS earbuds are among the most packaging-dense consumer devices manufactured today. Driver units, MEMS microphones, antennas, charging contacts, and battery cells must all fit within a housing the size of a fingernail — and stay in place through thousands of wear cycles, sweat exposure, and the occasional drop.
Component bond pads inside TWS housings are typically under 1 mm in diameter. Jetting delivers precise micro-deposits (0.05–0.75 µL) without contact with adjacent components. The reduced-nozzle-clogging performance of 6101 is specifically validated for this application.
- Chemical resistance (sweat, humidity)
- Adhesion to engineering plastics (ABS, PC)
- Long room-temperature pot life — multi-shift production without mid-run adhesive changes
Foldable headphone hinges involve silicone — one of the most difficult substrates to bond with conventional epoxies. 3M Scotch-Weld 6101 has been validated for strong, reliable adhesion to silicone substrates, enabling the hinge to withstand repeated fold cycles without delamination.
- High bond strength to silicone (validated)
- Flexibility after cure — 100% elongation
- Impact resistance up to 3.1 J — bond survives mechanical stress of repeated folding
Charging case internals often require adhesive to flow into narrow gaps around charging contacts and hinge mechanisms. Low viscosity (~1,000 cps) allows the adhesive to wick into position after placement rather than requiring precise pre-placement — reducing sensitivity to dispense position tolerance.
- Low viscosity for capillary gap filling
- Long pot life for extended production runs
- Chemical resistance to cleaning agents

The challenge: Smartwatches concentrate more engineering constraints per cubic centimeter than almost any other consumer device. The crown mechanism must be bonded precisely without adhesive flowing onto bearing surfaces. Band attachment joins dissimilar materials with very different thermal expansion coefficients. The entire assembly must survive IP68 certification.
The crown contains small rotational components where dispensing must be controlled to within fractions of a millimeter. 6101’s thixotropic viscosity — thick enough to hold its shape, fluid enough to wet the substrate under dispensing pressure — suits this constrained geometry. The 65°C cure is critical: metal parts sit adjacent to plastic crown caps and rubber gaskets that would be damaged by higher temperatures.
- Optimal viscosity for precise placement without creep
- Low-temperature cure (65°C) — protects adjacent plastic and rubber components
- High bond strength on mixed metal/plastic interfaces
Wristband attachment is a dissimilar-material bond that experiences continuous mechanical stress — flexion, extension, and torsion with every wrist movement. The flexible, toughened formulation (100%+ elongation, Young’s Modulus of 300 MPa) allows the bond line to flex with the joint rather than cracking under fatigue loading. Standard high-modulus epoxies fail this application in fatigue testing within thousands of cycles.
- Flexibility after cure — absorbs fatigue loading without fracture
- Excellent adhesion to fabric composites and engineering plastics
- Low-temperature cure to protect band materials
The low viscosity of 6100LV allows it to flow into the narrow gap between the watch case and back cover, fully wetting the sealing surfaces to create a continuous barrier. 3M has validated 6100LV for water resistance up to 2.5 meters depth in lab testing. The one-part format — no mixing, no pot life countdown — simplifies integration into an automated sealing station.
- Low viscosity for complete gap wetting
- Validated water resistance to 2.5 m depth
- Room-temperature stability for automated line integration

The challenge: Smart home devices — outdoor security cameras, smart doorbells, environmental sensors — must survive direct UV exposure, rain, temperature cycling from −20°C to +60°C enclosure temperatures, and mounting vibration from doors and walls. The bond must not creep, embrittle, or delaminate over a product life cycle measured in years.
Outdoor security camera housings commonly combine rubber gaskets, TPU seals, and plastic housings — all of which 6101 bonds to effectively. The high shear strength (32 MPa on aluminum) and impact resistance (up to 3.1 J) ensure the camera stays mounted and sealed through mechanical shocks like door slam vibration or wind load. The bond maintains performance through thermal cycling from −40°C to +85°C — covering northern Vietnam winters to industrial rooftop installations.
- Strong bonds to rubber and TPU substrates
- High shear strength — 32 MPa on aluminum (validated)
- Thermal cycling resistance: −40°C to +85°C
Personal health devices that are washed daily face a different sealing challenge: the seal must survive repeated short-duration water exposure, exposure to toothpaste and cleaning agents, and mechanical stress from pressing and twisting. 6101’s combination of strong adhesion to both aluminum and TPU — two common housing materials — and its flexible, toughened formulation addresses these requirements in a single adhesive.
- Multi-substrate adhesion — aluminum and TPU in one bond
- Water resistance and chemical resistance to cleaning agents
- Flexible formulation — survives mechanical stress from daily use

The challenge: Laptop and PC accessory manufacturing carries its own set of qualification requirements beyond bond strength: flammability certification, halogen content compliance for AML approval, and adhesion to the wide variety of engineering plastics used in consumer PC housings.
3M Scotch-Weld 6101 Off-White has been tested for UL94 HB flammability compliance — a common requirement for materials used in and around computing devices. It provides strong adhesion to the glass-filled nylons, polycarbonate, and ABS plastics that form the majority of laptop housings and power adapter enclosures. For manufacturers supplying to brands with strict AML requirements, the halogen-content compliance per IEC 61249-2-21 is a prerequisite for consideration.
- UL94 HB flammability rating
- Halogen content targeted for IEC 61249-2-21 compliance
- Adhesion to glass-filled nylon, PC, and ABS
- UV tracer for post-dispense inspection

The challenge: Action cameras and outdoor imaging devices occupy an extreme end of the durability spectrum. The assembly must survive drop impacts (typically rated to 2+ meters), submersion, temperature extremes, and vibration — all while maintaining optical alignment of the lens module.
The 3.1 J impact absorption validated for 6101 is one of the highest values available in a one-part, low-temperature cure epoxy. For devices that are dropped, bumped, and subjected to vibration during sport use, a brittle adhesive is not viable regardless of its static bond strength. The 100%+ elongation at break is equally important: it allows the bond line to absorb energy from impact rather than fracturing.
- Up to 3.1 J impact absorption — highest in class for low-temperature cure epoxy
- 100%+ elongation at break — energy absorption, not brittle fracture
- Temperature resistance and strong bonds on plastics and rubber enclosure materials
Substrate Reference: What 3M 6101 and 6100LV Bond To
A frequent NPI question: “Will this adhesive bond to our specific substrate?” The table below provides a reference across substrates most common in consumer IoT device manufacturing.
| Substrate | 3M 6101 OW — Overlap Shear | 3M 6100LV | Notes |
|---|---|---|---|
| Etched Aluminum | 32 MPa | — | Strong structural bond |
| Stainless Steel | 23 MPa | — | Grit blast recommended |
| PC/ABS | 6 MPa* | Validated | *Substrate failure — adhesive is stronger than the substrate |
| Polycarbonate (PC) | 10 MPa | Validated | Good adhesion |
| Glass-filled PC (30%) | 15 MPa | — | Excellent result |
| Glass-filled Polyamide (50%) | 9 MPa | — | Good result |
| Silicone | Validated | — | Difficult substrate — 6101 specifically validated |
| Rubber / TPU | Validated | — | Used in outdoor sealing applications |
| FR-4 (PCB substrate) | 29 MPa* | — | *Tested with 6102. Substrate failure mode — strong bond |
Overlap shear values from 3M TDS. Tests at 25°C / 50% RH, 150 µm bond thickness. Substrate failure mode indicates the adhesive bond is stronger than the substrate itself — the substrate fractures before the adhesive bond line.
How Prostech Supports Your Application Qualification
Prostech is an authorized 3M distributor in Vietnam, with an application engineering team experienced in supporting consumer electronics manufacturers through the full lifecycle — from material evaluation to production scale-up.
Your NPI or process engineer describes the bond joint, substrate materials, cure constraints, and dispensing method. We identify the right SKU, suggest initial parameters, and provide sample material for evaluation.
Joint geometry and process parameters validated at Prostech’s application lab in Vietnam — or on-site at your facility for complex fixtures and equipment-specific trials. Jetting trials, screen printing setup, dispensing optimization.
TDS, SDS, COA, halogen compliance documentation, and supplementary test data required by your OEM customer — provided for your AML submission.
Local inventory maintained in cold storage at −20°C to preserve shelf life. Delivery logistics to your facility. Kanban or consignment arrangements available for high-volume lines.
The goal is to reduce the time between “which adhesive should we use?” and “validated and approved on our AML” — because that gap is where NPI schedule risk lives.
Contact Prostech’s Application Engineering team to discuss your bonding application. Whether you’re at the SKU selection stage, running your first jetting trial, or building your AML submission package — we’re set up to support every step in Vietnam.
Application data sourced from 3M Bonding Solutions for IoT Electronics (November 2021) and 3M Scotch-Weld product TDS. Real-world performance depends on specific substrate condition, surface preparation, bond geometry, and cure process. Prostech recommends validation testing for all production applications.
