How to choose the TGFs with the right Uncured Properties for industrial applications?
In the last topic, PROSTECH generally talks about the ways to the suitable Thermally Conductive Gap Fillers, especially the importance of Cured Properties. How about the Uncured Properties? What do we need to consider and are they important?
The importance of Uncured Properties
Uncured Properties are the specifications of Thermally Conductive Gap Filler before curing, such as high-shear viscosity, low-shear viscosity, thixotropy, and so on. Besides packaging, each specification will have a different meaning and its effect on the manufacturing process which includes dispensing and storage issues.
Dispensing Process and Uncured Properties
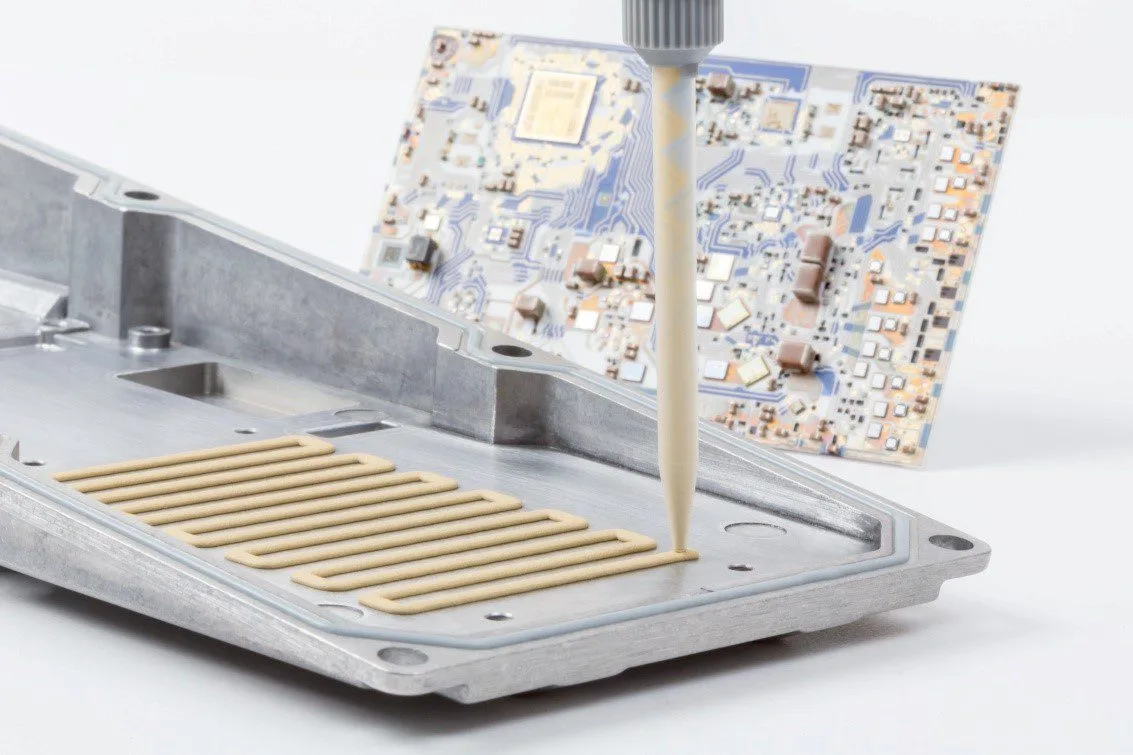
Liquid-dispense gap fillers are generally two-part materials, called resin and hardener (or part A and part B), that begin to cure (solidify) upon mixing.
As a result, the materials are usually applied using an automated meter-mix and dispensing system (MMD), in which the resin and hardener are dispensed by pressure at the correct volume ratio and blended through a static mix tip. Then based on customer needs, dispensing automating level will be different
- On a smaller manufacturing scale, the material can be dispensed manually using cartridges.
- In mass production, the material can be dispensed robotically from pails or drums, and a wide variety of dispense patterns can be programmed.
As the main element of dispensing process, there are several uncured properties of TGFs take effect on the full process:
|
Rheological Property |
Effect on Customer Application |
|
High-shear viscosity |
|
|
Low-shear viscosity (~yield stress) |
|
|
Thixotropy (time to recover yield stress) |
|
|
Elasticity (i.e., is it “stringy”?) |
|
During Dispensing
Flow Properties
The flow properties of the gap filler materials (resin, hardener, and mixed) are critical for obtaining good dispense performance.
In most cases, customers desire that the material flow easily during dispensing to maximize process speed but that the resulting bead maintains its shape after dispensing. The high-shear viscosity of the material is the main property that determines dispense speed and required pressure, as well as the size of the bead that can be obtained.
Normally, the viscosity of these 2-part liquids is high and formed in paste because they comprise resin and metal balls (which carry out thermally conductive tasks). The higher the thermal conductivity of the TGF is, the more density it has. As a result, it makes trouble for dispensing tasks. The trend of low viscosity but remaining high thermally conductive material is increasingly rising.
While the improvement of appropriate viscosity and dispensing technology is solving these problems, it is highly recommended to corporate with the suppliers who have experience in both material suppliers and MMD equipment suppliers to optimize the dispensing system.
Refer to some typical TGF which has a suitable viscosity
After Dispensing
Once the bead is dispensed, other flow properties control its ability to keep its shape.
- Low-shear viscosity, or yield stress, is the material’s tendency to flow under gravity, so a high value is better for minimizing sag.
Furthermore, the time required for the material to regain its yield stress after dispensing is measured by its thixotropy: A material that takes too long to regain its yield stress may lose its bead shape; In contrast, a material with too short a time may be difficult to pump and/or dispense.
- On the other hand, the elasticity of the material can affect the shape and release of the material from the dispense head. The highly elastic material will be stringy (like honey or molasses) and may lead to problems obtaining a clean bead, whereas a material with low elasticity will release cleanly (like ketchup or toothpaste).
Finally, because the resin and hardener begin to polymerize immediately upon mixing, the rate of polymerization will also affect the assembly process. Upon the mixing, the viscosity will immediately begin to increase;
- The working time is the time required for the material to double in viscosity, and it will affect the speed at which material must be dispensed and the idle time that is allowed for the equipment between parts.
If the idle time is too long, it will be necessary to change the static mixer tips to allow for continued dispensing.
- The gel time is the time at which the material has polymerized to such an extent that it will no longer flow, although it has not fully cured and will not have much mechanical strength.
A general rule of thumb is that the handling strength of the parts is achieved after about twice the gel time. The desired gel time will vary by customer depending on how long is required before the part moves to the next process and whether any rework during manufacturing is desired.
Uncured Properties facilitate Logistic Service
Yield stress and thixotropy also affect the settling behavior of the material, which can affect storage life; gap fillers are highly filled with thermally conductive particles, so higher yield stress and shorter time to recover yield stress will minimize settling and help extend storage life.
If properties are not optimal, it may also be necessary to recirculate material through the MMD lines to prevent settling of the filler particles.
The uncured properties that affect storage can be listed as below:
- Low-shear viscosity (~yield stress)
- Thixotropy (time to recover yield stress)
Choosing an optimal gap filler together with dispensing solution can be a challenging task, so utilizing a materials expert to assist is a recommended approach.
Contact us for the free technical consultant: