Low pressure molding (LPM) is a versatile process used in various industries to encapsulate electronic components and protect them from environmental factors. Despite its advantages, LPM can present several challenges that may impact the quality and efficiency of the final product. In this blog post, we’ll explore some low pressure molding’s problem, effective optimization techniques, and how Prostech’s total solutions can help you achieve consistent, high-quality results. Whether you’re a seasoned professional or new to the field, understanding these challenges and their solutions will help you optimize your molding process and achieve better results.
Related article: Low Pressure Molding (LPM): Applications & Benefits
Common problems in Low pressure molding
Low pressure molding’s problem #1: Low adhesion of LPM Resin
One of the most common issues in low pressure molding is low adhesion of the LPM resin. This problem can be attributed to two primary factors:
- Insufficient Surface Preparation of PCB: Contaminants such as oils, dust, moisture, or flux residue on the PCB surface can significantly reduce the adhesion strength between the resin and the PCB.
- Inappropriate Resin Selection: Not all resins provide high adhesion to every type of PCB substrate. For example, some resins may not adhere well to ceramic or plastic components.

Solution: To address adhesion issues, it’s vital to focus on both the choice of resin and surface preparation. Ensure that the resin you select is suitable for the substrate materials used in your PCB, (e.g Polyamide, polyester, …). Additionally, thorough surface preparation is necessary—cleaning off flux residue, degreasing, and removing any contaminants should be part of your pre-molding checklist. Proper preparation and the right material selection will help prevent failures in drop or vibration testing, ensuring the reliability and durability of your molded components.
For more detail about the material used in LPM, refer to the article: How to choose the right Low pressure molding materials?
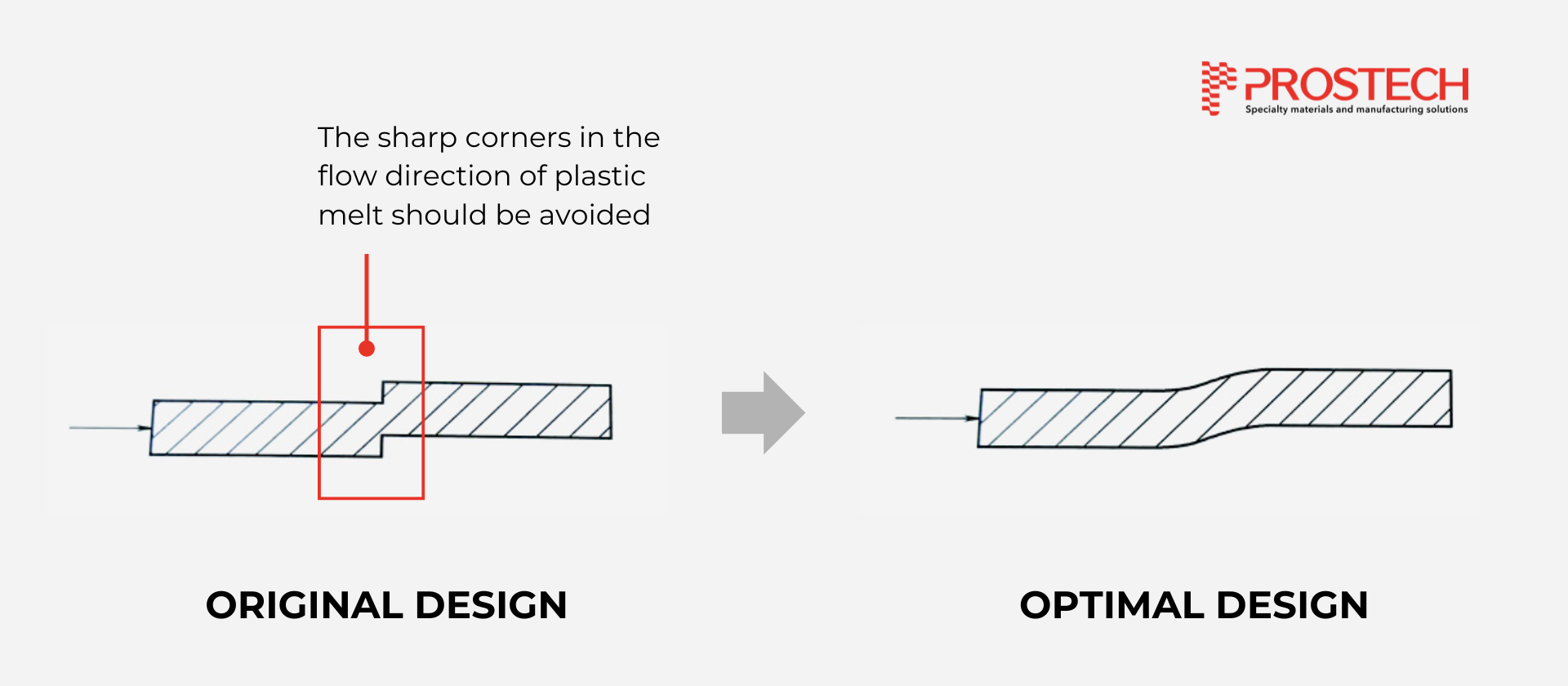
Low pressure molding’s problem #2: Incomplete filling at sharp corner
Incomplete filling is a common problem where molten plastic fails to adequately fill sharp internal corners or edges within the mold cavity. This issue can result in an inadequate encapsulation layer, which may compromise the component’s protection and integrity. This issue may arise due to:
- Insufficient injection pressure: Low pressure may not be sufficient to push the molten plastic into tight areas.
- Poor material flow: The material may not flow effectively into sharp corners due to its viscosity or the design of the mold.
Solution: To resolve incomplete filling issues, consider adjusting the melting temperature and injection pressure to improve material flow, allowing it to reach and fill tight corners more effectively. Besides, you can modify mold design by adding radii to sharp corners in the mold design can facilitate better material flow and reduce the likelihood of incomplete filling.
The equipment plays a critical role in the Low Pressure Molding (LPM) process, as its precision and control directly impact the quality and efficiency. Explore the essentials of LPM technology, the equipment involved, and how to make informed decisions for optimizing your production line at the article: Overview of Low Pressure Molding Systems (Low Pressure Machine)
Low pressure molding’s problem #3: Mold adhesion
Mold adhesion is another issue that can disrupt the low pressure molding process. This problem occurs when the molded product sticks to the mold, leading to production delays, rework, and potential damage to delicate components. This situation not only affects the production downtime but also could lead to the deformation or damage to delicate components in the rework process. Main reason is coming from poor mold release agent application, or incorrect temperature and pressure setting.

Solution: To prevent and address mold adhesion issues, it is recommended to reapply the release agent after every 3 – 5 cycles, especially in complex mold with deep cavities or intricate design. If you start noticing an increase in product adhesion to the mold, it’s also a sign that the release agent is wearing off and needs to reapply.
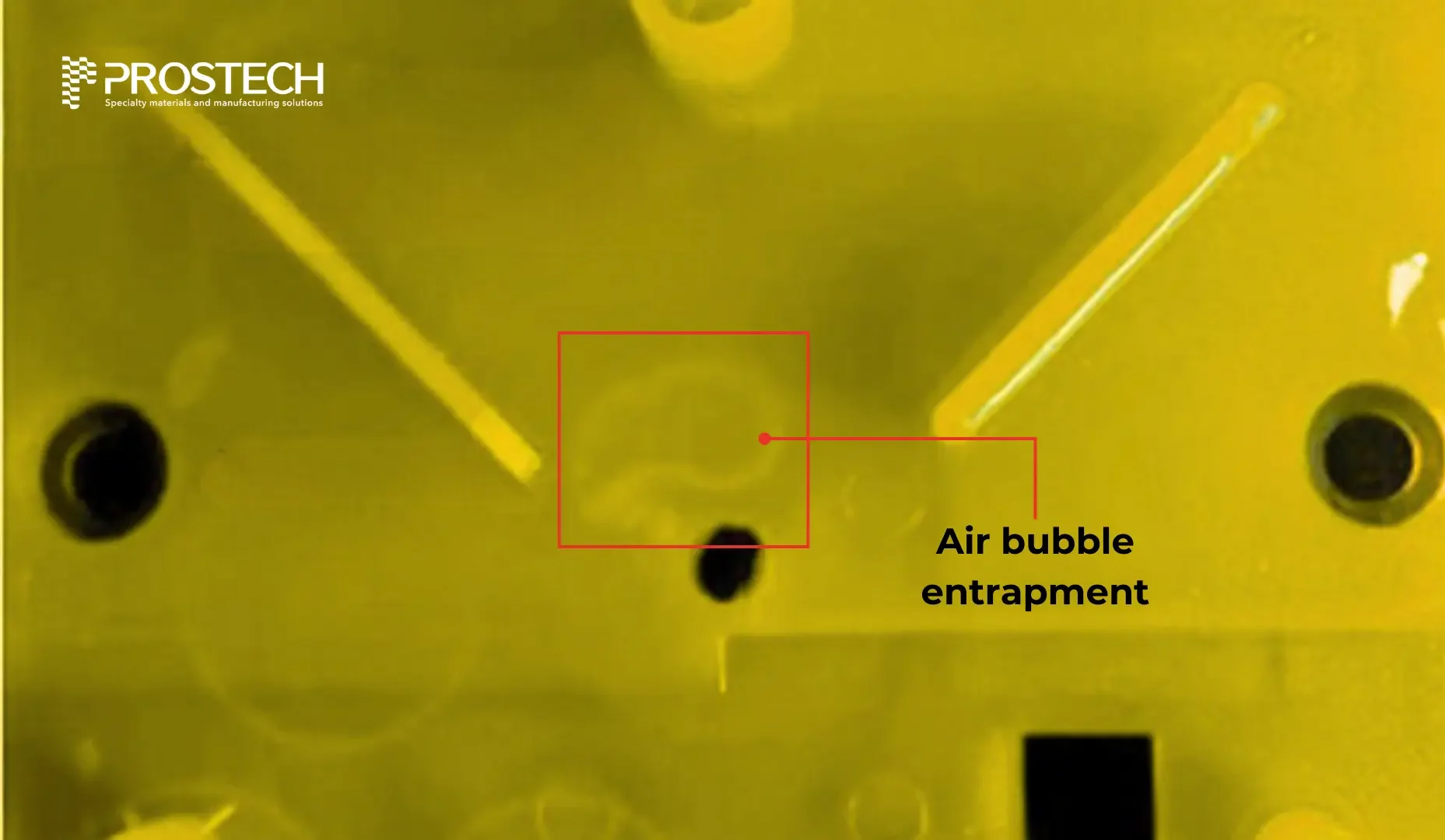
Low pressure molding’s problem #4: Air bubble entrapment
Air bubbles can cause failure under reliability tests, especially for safety devices such as burning tests, thermal tests, and can lead to material degradation. Air bubble phenomenon can cause by several factor:
- Material flow cannot fill in intricate cavities of a complex design
- Moisture on PCB and trapped air beneath component
- Air bubble existing in material
Solution:
Most thermoplastic LPM resin contains 0.2% moisture content, which can result in bubbles once melting. Since moisture reacts with thermoplastic under reversible reaction, we can consider baking the resin packaging at 700C before melting (especially with open packaging), or using a venting function or vacuum degassing chamber to allow moisture escape.
Additionally, preheating the PCB can help release trapped air and moisture, and adding mold vents can allow air to escape as the resin fills the mold. Place vents strategically at the end of flow paths or in areas prone to air accumulation, such as corners or complex geometries
Certain mold design elements can contribute to air bubble entrapment, especially in complex shapes, positioning the suitable injection gate in a location that promotes uniform filling of the mold, avoiding any trapped air pockets.
Last but not least, optimizing the process parameters such as melting temperature, injection pressure, injection speed, cooling time to control the flow of material and promote even flow and filling.
Low pressure molding’s problem #5: Shrinkage
Shrinkage occurs when the resin contracts as it cools and solidifies. Literally, shrinkage is a common issue of LPM resin since this relates on material properties itself: the expansion and contraction of polymer chain. This phenomenon could lead to dimensional inconsistencies, surface defects, or voids.

Solution: To minimize shrinkage, implement a controlled cooling process to allow the resin to solidify uniformly. A slower cooling rate can help reduce shrinkage by minimizing temperature gradients within the material. Maintain a stable, recommended mold temperature for the specific resin being used to promote even cooling and solidification, thereby reducing shrinkage.
Troubleshooting and optimization in LPM with Prostech solutions
Prostech provides a comprehensive range of products and services tailored to meet the needs of electronics manufacturers using Low Pressure Molding technology. Our total solutions include everything from material selection to process optimization, ensuring our customers can troubleshoot and optimize their LPM process with ease.
GLUDITEC is our key partner for this technology. The GLUMOLD offers an excellent method used to shape and safeguard electrical and electronic components (e.g. printed circuit boards, sensors,…) from vibrations, shocks, and impacts under Low pressure molding process. GLUMOLD provides manufacturing benefits for:
- Advanced material technology: GLUMOLD allows for customization by incorporating additives and low-density fillers, enhancing the material’s properties to better suit specific application requirements.
- Versatile over molding solution: The system employs embossing and debossing techniques to integrate logos, part numbers, and timestamps directly into the molded material, offering both functional and branding benefits.
- Wide range of Low pressure molding equipment: GLUMOLD offers a diverse selection of low pressure molding equipment, ranging from standard manual guns to desktop models for small-volume production. Additionally, high-performance platforms with customization and integration capabilities, as well as CE-certified versions, are available to meet various production needs.
Explore the latest LPM solutions in detail here:
Ready to optimize your low pressure molding process? At Prostech, we’re committed to helping you tackle LPM challenges and enhance your production efficiency. Whether you need guidance on material selection, process optimization, or advanced molding solutions, our team is here to support you every step of the way. Reach out to us for a consultation, request a demo, or get answers to your questions by leaving your information below: