E-motor everywhere. Bonding magnet everywhere
Electric motors appear everywhere. Over 2 billion motor are produced every year for the automotive industry alone, and especially higher when the electric vehicle industry becomes a trend. Adhesives are intrinsic to the structure of electric motors as they are an effective way of securing magnets, shafts, rotors, and housings together, without the need for mechanical fixings which increase motor size, weight, and noise. Permanent magnet motors come in an expanding number of designs and magnet bonding adhesives are available to meet every new challenge.
Discover our Solutions for motor manufacturing.

Requirement of magnet bonding adhesive
Magnet bonding adhesives have been developed to perform well on materials such as steel, ferrite, neodymium, and other magnet materials. Key features include the ability to withstand high temperatures, quick cure speeds for high-speed electric motor manufacturing lines, and excellent impact resistance to pass industry “drop tests”. Manufacturers are looking for an adhesive that will not corrode sensitive components when inside a sealed motor. The additional desirable benefit of this type of adhesive is that it does not require a heat cure so helps maintain a better level of magnetism.
Understanding the basic requirements of strength, impact, vibration resistance, heat resistance will help narrow the choice of adhesive.
Read more: E-motor magnet bonding- Choosing the best adhesive.

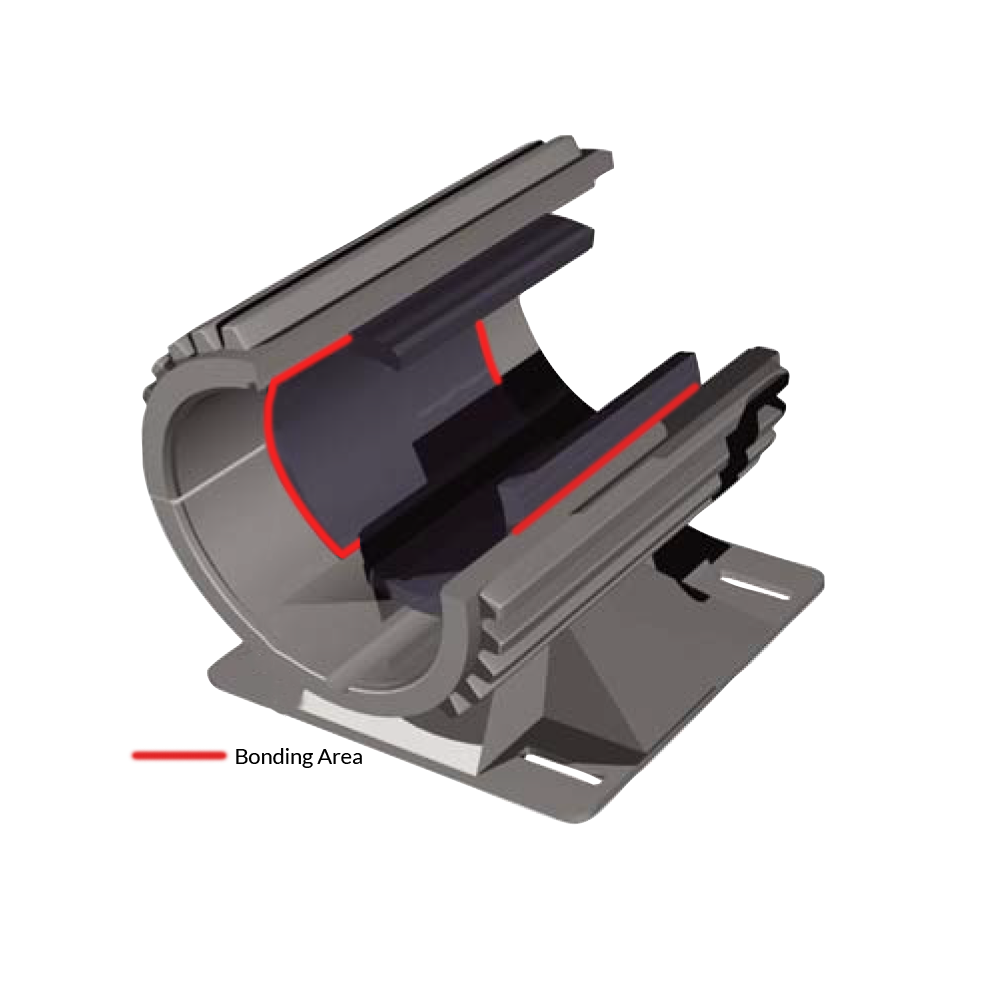
Industrial adhesive to bond magnet
Cyanoacylate adhesives
Cyanoacrylate is a one-component adhesive, featuring high adhesive strength and super fast curing time. The wide range of viscosities, ability to adhere to many substrates as well as temperature resistance make them the optimal choice for magnet bonding in very small motors. Cyanoacrylate has high shear strength but is not as impact resistant as tempered adhesives, eg acrylics and epoxies. Therefore, the greatest advantage of cyanoacylate lies in a very simple and high-speed process.
Recommended product: PERMABOND 737
Structural acrylic adhesives
Acrylic adhesives create very strong bond, and are less demanding in surface treatment requirements. They have a wide range to choose from: of one component, two components, surface activated.
For large magnets (~8cm and greater), 2-component adhesives that are mixed before use are a good choice. The application involves two dispense nozzles that point toward each other such that the two components of the magnet bonding adhesive contact each other mid-stream before they fall onto the magnets – pressing this mixture into the can completes the mixing process. Some products can be applied separately such that a bead of one component is dispensed on top of a bead of the other component. Besides, single component acrylic adhesive provides high strength, tough and durable bonds with good impact resistance. The fast fixture time of 1K acrylic adhesive when in combination with activator makes it an ideal adhesive for high speed production line.
For smaller magnets, it can be challenging to get the dispensing lined up for very small components. surface activated structural acrylic adhesives are often preferred in these case, but it can also be used effectively with large magnets. The application procedure includes: apply the activator to one surface, and the adhesive is applied to the other. This type of adhesive is suitable for the requirement that there is a relative delay between dispensing and assembling parts together.
Recommended product: PERMABOND TA459 Toughened Acrylic Adhesive
Epoxy adhesives
Both single part or 2-part epoxy are used in magnet assembly.
Single part epoxy adhesives are available in various flow rates. Free flowing single component epoxy is applied at the junction of the magnet and the can and when heated to cure, the epoxy flows down between the two components. Alternatively, a no flow or non-sag epoxy can be applied to the magnet then upon assembly, the epoxy spreads to cover the bond area. Both options provide very high strength magnet bonding. Two component products cure at room or slightly elevated temperatures.
Recommended product: 3M™ Scotch-Weld™ Epoxy Adhesive DP-460 EG
Comparison on main properties of commonly used adhesives for magnet bonding
| Strength | Resistance | Gap fill | |||
Metals | Plastics | Temperature | Chemical | |||
Polar Solvent | Non Polar Solvent | |||||
Epoxies | Excellent | 1K: Fair | 1K: 180°C | Very good | Very good | ≤0.2 in (5mm) |
2K: Good | 2K: ≤ 100°C | |||||
| 2K with heat cure: 140°C | |||||
Acrylics | Excellent | MMA’s: Excellent | Typical: 250°C | Good | Very good | ≤0.02 in (0.5mm) |
Others: Very good | ||||||
Cyanoacrylates | Very good | Excellent | Typical: 82°C | Poor | Good | ≤0.02 in (0.5mm) |
Look for other products from our full range of adhesives
Adhesive types and magnet assembly process

In addition to technical requirements, the most often the deciding factor in adhesive selection is more closely related to the manufacturing process requirements. Understanding the desired application process, cure time and temperature as well as speed of strength development are all significant to optimizing the process.
Cyanoacrylate adhesives form high strength magnet bonds very quickly, fixture time is achieved in just 5-30s. Respectively with two -component epoxy, achieved in the range of ≥ 5 min. Acrylics also have fixturing times that vary from 30s to 35 minutes, depending on the type of adhesive. The full cure time of all of the above adhesives is 24 hours. But rest assured – one doesn’t need to sit and watch it for 24 hours. The times noted above are estimates of fixture speed which are dependent on temperature, gap, and substrates.
The above are just some suggestions for you to consider, which adhesive is right for your application and production conditions? The choice can sometimes be difficult when it comes to balancing performance, process, and cost. Contact Prostech for more in-depth advice: