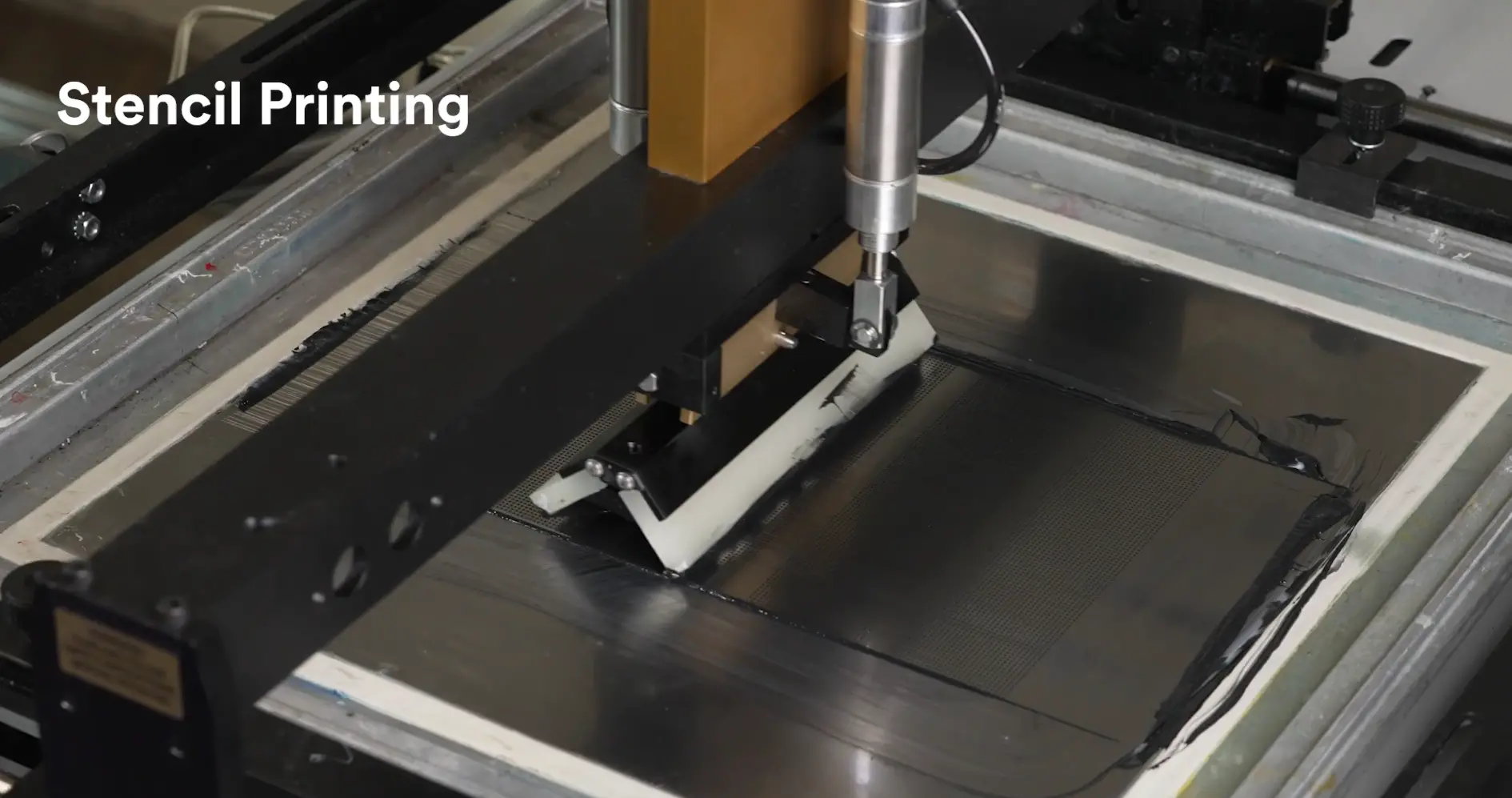
为什么选择丝网印刷进行点胶?
当工艺要求在特定图案区域实现均匀的胶水覆盖——无论是密封垫圈、基板粘接区,还是多点连接焊盘——丝网印刷所能带来的一致性是珠状点胶在规模化生产中无法匹敌的。
3M Scotch-Weld 6101 Off-White 是经过验证的丝网印刷专用胶黏剂。其触变流变特性——在刮刀剪切力下自由流动,刮刀通过后立即恢复形态——使其能够在模板印刷中保持清晰的图案边界,不会发生渗流或溢出。
本指南涵盖建立可重复丝网印刷工艺所需的全部内容:网版选择、刮刀配置、印刷条件、问题排查及清洁流程。
开始前:胶水操作规范
印刷前对胶水的正确处理直接影响印刷质量。请勿跳过此步骤。
将注射器从冷藏库取出,在室温下解冻 1–2 小时。请勿通过加热(超过 27°C)加速回温。
请勿添加任何稀释剂或助剂。添加溶剂将改变胶水的流变性,导致本指南中的参数失效。
开封后在 25°C 下可稳定保存 4 周——足以应对长时连续生产,无需担心使用期限。
经网版使用过的胶水可能受到污染。回倒至原容器会污染整批产品。
选择合适的丝网网版
网版选择是控制胶水涂层厚度和图案精度最关键的参数。此步骤出错,将影响所有后续印刷产品的品质。
网丝材质
- 不锈钢——网丝直径较大,产生较厚涂层。适用于需要较高涂布量的场合。
- 聚酯(Polyester)——网丝直径更细,图案精度更高。适合电子行业,且因其出色的耐用性,更适合重载生产。推荐选用
- 尼龙(Nylon)——在高精度应用中较少使用。
3M 6101 推荐方案:选用经 AB 硬化剂处理的聚酯网版,以提升网版耐用性。
网目数与干膜厚度对应关系
| 网目数 | 近似干膜厚度(3M 6101 OW) | 适用场合 |
|---|---|---|
| #225 | ~60 µm | 密封垫圈、需要较厚涂层的应用 |
| #380 | ~40 µm | 电子组装——推荐方案 |
网目数越高(如 #400)→ 网孔越小 → 涂层越薄。网目数越低(如 #70)→ 胶水沉积量越多,但图案精度越差——不适用于电子粘接应用。
感光胶(Masking)
- 材质:丙烯酸型——表面光滑,易于清洁,耐用性佳
- 推荐厚度:在网丝直径基础上增加 50 µm
- 过薄 → 降低涂布量;过厚 → 在较宽粘接区域出现图案边缘不均匀
网版推荐规格汇总
| 参数 | 可接受范围 | 推荐值 |
|---|---|---|
| 网版材质 | 聚酯或不锈钢 | 聚酯 + AB 硬化剂处理 |
| 网目数 | #225 – #400 | #380 或 #225 |
| 感光胶厚度 | 网丝直径 + 30 至 70 µm | 50 µm |
印刷图案类型
- 实心(Plain)——开孔区域完全覆盖。涂层厚度仅由网目数控制。
- 条纹(Stripes)——平行线条图案。压合时允许胶水适度释放;适合密封垫圈应用。
- 点阵(Dot)——离散点阵图案。可通过增加感光胶厚度实现局部更厚涂层,与网目数无关。
基板表面处理
胶水的粘接强度完全取决于所粘接的基板表面质量。表面污染是粘接失效的首要原因——这类失效通常被误判为胶水问题,但实际上并非如此。
以下表面处理方法按有效性从低到高排列:
| 处理方法 | 说明 | 有效性 |
|---|---|---|
| 仅脱脂处理 | 用溶剂擦拭,去除表面油脂和指纹 | 最低要求 |
| 脱脂 + 打磨 + 溶剂清洁 | 机械打磨增加表面积并去除氧化层 | 对金属效果良好 |
| 脱脂 + 化学预处理 | 底涂剂、等离子处理或化学蚀刻(视基板材质而定) | 效果最佳 |
表面处理完成后,请尽快进行粘接操作。新鲜处理的表面会随时间降级——指纹、空气中的污染物以及重新氧化均会削弱表面处理效果。切勿用裸手接触已处理的表面。
刮刀与匀墨刀设置
刮刀配置决定了胶水通过网版的用量以及印刷图案的均匀性。
刮刀参数
| 参数 | 可接受范围 | 推荐值 |
|---|---|---|
| 刮刀材质 | 合成橡胶 | 聚氨酯(Polyurethane) |
| 刀口形状 | 方形,直边 | 方形,直边 |
| 硬度(邵氏硬度) | 80 – 90 度 | 83 Shore A |
| 刮印角度 | 60° – 70° | 65° |
刮刀调整注意事项:
- 方形刀口产生清晰的图案边缘——对精密粘接区域至关重要
- 橡胶越硬(硬度越高)→ 涂层越薄。若涂层过厚,应先调整硬度,再考虑更换网版。
- 将刮刀向前倾斜(角度增大至 70°)→ 迫使更多胶水通过网版——适用于图案填充不足的情况。
匀墨刀(Flood Bar)
| 参数 | 技术规格 |
|---|---|
| 材质 | 铝合金或不锈钢 |
| 设置角度 | 90° |
| 压力 | 足以将网版压下约 3.2 mm(1/8 英寸) |
匀墨刀在刮刀行程前将胶水均匀铺展至整个网版。压力仅需足够将胶水铺开即可——不应在刮刀通过前将胶水压透网版。
工作环境与印刷条件
环境控制对丝网印刷一致性的影响,往往超出大多数工程师的预期。
湿度高于 50% RH 会影响胶水流变性,导致流经网版时不均匀——若不持续监测湿度,此类缺陷极难诊断。
开始印刷前的检查清单
- 首次印刷前,用湿布轻擦网版表面以润湿网版
- 将胶水放置于网版上 刮刀旁侧——不要直接放在开孔网版区域上方
- 将刮刀静止位置设置在匀墨刀行程结束后的一侧——防止更换承印物时胶水在网版上干燥
生产运行中
持续连续印刷——不得中途停机。停机会导致胶水开始在网版中干燥,重启时产生堵网缺陷。如必须暂停:先清除胶水并用 MEK 清洁网版,再重新开始生产。
固化条件
印刷完成后,胶水在室温下不会固化,需要加热才能启动交联反应。
| 固化温度 | 所需时间 | 备注 |
|---|---|---|
| 65°C | 20 分钟 | #380 网版丝印的标准固化条件 |
| 90°C | 3 分钟 | 高产能生产线的快速固化方案 |
重要提示:基板本身必须达到最低固化温度 65°C——仅以烤箱内空气温度为准是不够的。请使用热电偶或测温贴纸验证基板温度,尤其是对于厚基板或热质量较大的组件。
室温延伸固化:若零件无法立即进炉,胶水在室温下 24 小时内仍会持续发展强度。这有助于在最终固化前进行重新定位或暂存——但完整强度需要经过热固化周期方可实现。
丝网印刷常见问题排查
以下是 3M 6101 丝网印刷中最常见的三类缺陷及对应解决方法:
现象:印刷胶层出现细小气孔(pinholes)、空洞,或表面纹理不均、粗糙。
原因:胶水流经网版的量不足。
解决方法:
- 增大刮刀压力
- 降低刮刀速度
- 检查网版上的胶水用量——不足时及时补充
- 确认胶水已完全解冻并处于室温状态
现象:随着印刷批次增加,图案逐渐出现缺失;胶水无法再通过网版的特定区域转印。
原因:胶水在网版中开始固化或干燥——通常因中途停机或环境湿度偏低所致。
立即清除网版上的胶水,并用 MEK 彻底清洁网版。在恢复正式生产前,先在废料基板上进行试印。切勿强行将胶水推过堵塞的网版——不清洁,图案质量将无法恢复。
现象:提起承印物时基板粘在网版上,导致刚印刷的胶水图案变形。
原因:网版离板距离、胶水粘性或感光胶状态。
解决方法:
- 增大离板距离(snap-off distance),即网版与基板之间的间隙
- 检查感光胶是否清洁且完好无损——磨损或发黏的感光胶会导致离板不良
- 确保基板表面清洁且平整
网版清洁流程
每次生产后进行规范清洁是保持网版质量、防止固化胶水永久堵塞网版的必要措施。
- 印刷结束后立即用刮板从刮刀和网版上去除尽可能多的胶水——趁胶水干燥前处理。
- 用甲乙酮(MEK)润湿并软化残余未固化胶水。
- MEK 渗透后,用刷子或塑料刮片去除厚重残留物。注意不要损坏感光胶。
- 用浸有 MEK 的布料擦拭网版两面。污染严重时,超声波清洗机效果显著优于手工擦拭。
- 重复步骤 3–4,直至胶水完全去除。
- 若网版上仍有黏性残留,用乙醇或异丙醇(IPA)再次擦拭。
- 将印刷零件和清洁后的网版在室温下彻底晾干,再投入下次使用。
溶剂安全:使用 MEK 或其他溶剂时,请严格遵守供应商 SDS 和产品标签上的全部安全规定,并确保充分通风。未经网框制造商确认的溶剂请勿使用——部分溶剂可能损坏网框中的粘接胶。
工艺参数快速参考汇总
| 网目数 | #380(聚酯网版) |
| 干膜厚度 | ~40 µm |
| 网版材质 | 聚酯 + AB 硬化剂处理 |
| 感光胶厚度 | 50 µm |
| 刮刀材质 | 聚氨酯 |
| 刮刀硬度 | 83 邵氏硬度 |
| 刮刀角度 | 65° |
| 匀墨刀角度 | 90° |
| 室温 | 20 – 25°C |
| 相对湿度 | ~50% RH(不得超过) |
| 标准固化 | 65°C / 20 分钟 |
| 快速固化 | 90°C / 3 分钟 |
| 清洁溶剂 | MEK(主要)+ IPA(收尾) |
需要丝网印刷工艺建立方面的支持?
针对新型胶水的首次丝网印刷工艺建立,涉及的变量远比上表所能涵盖的更多——尤其当您的基板材质、图案几何形状或现有设备引入了标准指南未能覆盖的工艺约束条件时。
Prostech 应用工程师团队在越南电子制造领域拥有丰富的 3M 6101 丝网印刷工艺建立实战经验。我们可以审查您的网版规格、在实验室进行工艺试验,或亲赴您的工厂,直接在您的设备上完成参数验证。
技术数据来源:3M Scotch-Weld 单组分环氧胶 6101 Off-White 丝网印刷指南(技术公告,2020 年 2 月)。所有参数仅供方向性参考,请在您的具体工艺环境中进行验证。