The optical lens manufacturing industry is a high-tech industry with a long production process, and each step requires a sophisticated professional manufacturing process. Optical lens grinding is a delicate procedure that requires reliable adhesive solutions. Lens grinding tapes allow lense to be mounted onto specialist holding device with extremely strong bonding to ensure integrity during manufacturing.

Challenges in lens grinding process
Grinding is a mechanical process where the lens exposure to continuous stress and torque. Therefore, tape with good adhesion to connect the glass to the adapter of the lens-grinding machine reliability is required.
Coatings such as anti-reflective coating, UV Coating, or anti-fog coating have become a key technology in the field of optics. These coatings make it more difficult for the tape to adhere to the lens and to firmly fix it prior to the grinding process.
It is crucial that the tape holds securely on this wide variety of different surfaces without shifting during the grinding process and most importantly without damaging the sensitive surfaces. The most important requirements of a lens-grinding tape include:
- High initial peel adhesion on critical surfaces such as coated and hydrophobic lenses.
- Keep the lenses in the exact position during production, even in hydrophobic environments.
- Residue-free: leave no residue when removed after processing.

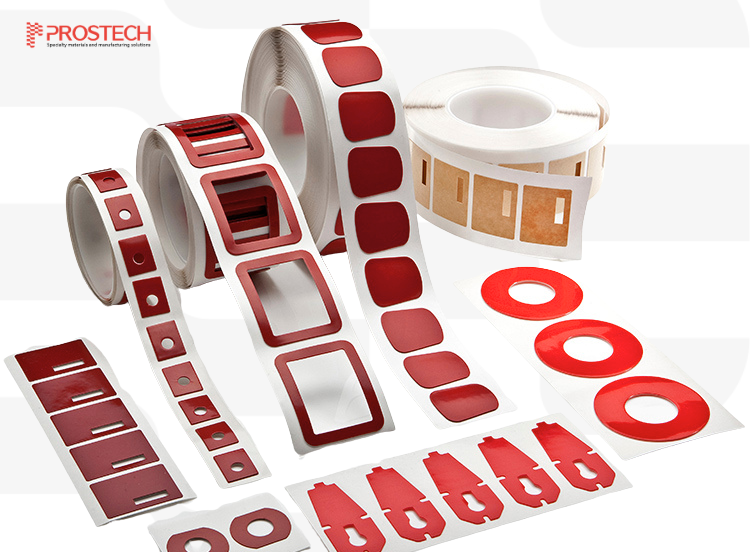
Tape solutions for lens grinding process

- Binds securely to all types of lens styles and base curves, yet has low peel adhesion for clean and easy tape removal.
- The clarity allow for accurate alignment and equipment sensor readings while maintaining progressive markings for accuracy in alignment, processing and quality inspection.
- Advanced slip resistance
- Dual adhesive system on each side of the tape
.
- Very high shear acrylic adhesive
- High rotational stability and torque resistance
- High adhesion to a wide variety of smooth surface whilst leaving no adhesive residue
.

Pad doesn’t stick to block
Possible cause | Solution |
Contamination | • Make sure blocks are clean, dry and free of contamination before applying edging pad to block. • Keep blocks free of adhesive, polish, and coolant buildup. Check with block manufacturer for recommended cleaning method. |
Poor adhesion | • Initiate adhesion of pad to block by pressing pad onto blocking surface. • Replace blocks that have been contaminated, damaged or severely worn on the concave work surface. |
Pad doesn’t stick to lens.
Possible cause | Solution |
Incomplete application of pad to lens | • Make sure pad wets out completely as it contacts lens surface. • Lens and block radius curve should be matched closely |
Some anti-reflective coatings have “Non-Stick” top coatings designed to resist adhesion | Adhesion to lens will vary depending on chemistry of lens coatings; adjust processing and handling conditions accordingly. |
Lens Twists and Slips during processing
Possible cause | Solution |
Incomplete application of pad to lens | • Make sure entire surface of edging pad is in complete contact with lens and block prior to edging. • Make sure pad wets out completely as it contacts lens surface. • Lens and block radius curve should be matched closely. |
Edging equipment settings and maintenance | • Excess head pressure can cause lens slippage. • Right ram pressure should be greater than 80 psi; slippage can occur when the ram pressure is less than 80 psi. • Alignment of the left spindle should be routinely performed. This can easily be accomplished by using a new chuck and a new felt pad. • Blocks must fit snugly in the blocker. Use a new block to determine whether undesirable movement exists. • The chuck and block union must also be free of excess vertical or horizontal movement. If the fit is not tight, install a new chuck or replace blocks. |
Some anti-reflective coatings have “Non-Stick” top coatings designed to resist adhesion | • Adhesion to lens will vary depending on chemistry of lens coatings; adjust processing and handling conditions accordingly. NOTE: Always follow lens/coating manufacturers’ recommended processing conditions. |
Adhesive Residue on Lens
Possible cause | Solution |
Poor bond between foam and adhesive | • Remove residue gently with a solvent that will not harm lens materials or coating. • Contact edging pad supplier to report problem |
Cazing of anti-reflective lenses during processing
Possible cause | Solution |
Flexing or stressing during the edging or deblock process | Make sure lenses are not exposed to over flexing or stressing during the edging and deblocking process |
Lens is too thin | Thin lenses are more susceptible to crazing and stressing: adjust processing and handling conditions accordingly |
Vertical lens crazing
Possible cause | Solution |
Flexing during edging or deblocking | Reduce cutting speed and deblock using twist off method |
Circular lens crazing
Possible cause | Solution |
Stressing during edging or deblocking | Reduce ram pressures on edging equipment. |